


旋转拉削的基础知识
这种拉削过程用拉刀在零件的内部或外部创建一个非圆的形状。

分享
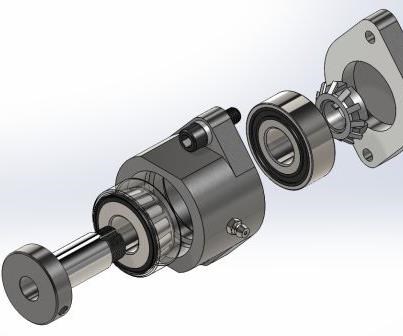
的旋转拉削工艺将专门设计的工具应用于工件,以削减包括花键,键槽和多边形的非圆形形状。该过程有效,因为拉削支架的头部偏离了1度角的柄的中心线。该取向在被切割的形式的边缘周围产生剪切效果 - 基本上仅在任何给定时间切割形状的一部分 - 这大大降低了形成所需特征所需的切割压力的量。
旋转刀刀支架具有主轴,该主轴独立于支架的其余部分旋转。因此,当旋转在车床或螺旋机上的旋转拉划线时,当静止的拉刀工具符合旋转部分时,它开始以与零件相同的速率旋转。



该工具在轧机或旋转转移机上以不同的作用,其中旋转拉刀和支架朝向固定部分供给。当拉刀工具遇到部分时,它将停止旋转。
材料,冷却剂和涂料
在大多数应用中,拉刀的最佳材料是M2高速钢,这通常是最具成本效益的,而且耐剥落。然而,对于加工更硬的材料,如不锈钢或淬硬钢或异种材料,拉刀应采用T15,因为它比M2具有更好的耐磨性。
如果可能的话,应该用基于油的冷却剂进行拉伸,这将为拉削过程提供更多的润滑性,并且可以将工具寿命延伸到3倍。如果油不是一种选择,则可以接受高浓度,水溶性冷却剂。不推荐100%的合成,并将导致刀具寿命不佳。
对于大多数常见的材料,TiN涂层将有助于拉刀。如果必须使用100%的合成冷却剂,那么也应该使用TiN涂层,因为它将弥补一些失去的润滑性。
TiCN将有助于加工铝,铸铁或黄铜。推荐TiAlN用于拉削1144或镍。Alcrona或AlTiN是加工Inconel,钛和不锈钢如416或17-4的最佳选择。
速度和容量
较小的拉刀刀柄(8毫米柄拉刀)上的轴承设计转速高达3400转/分钟。大拉刀刀柄(1/2英寸和3/4英寸柄拉刀)上的轴承的设计转速在800到1200转之间。表1显示了普通六角和方形拉刀的推荐进给速率范围。
| Across-Flat维度 | 十六进制(知识产权) | 广场(知识产权) |
|---|---|---|
| 1/8” | 0.001“/0.002” | 0.001“/0.002” |
| 1/4“ | 0.002 " / 0.004” | 0.002 " / 0.004” |
| 3/8" | 0.003 " / 0.005” | 0.003 " / 0.005” |
| 1/2“ | 0.004 " / 0.006” | 0.003 " / 0.005” |
| 5/8“ | 0.005“/0.007” | 0.004 " / 0.006” |
| 3/4" | 0.005“/0.006” | 0.004 " / 0.006” |
| 7/8” | 0.004 " / 0.005” | 0.002 " / 0.004” |
| 1" | 0.002 " / 0.004” | 0.001“/0.003” |
以拉刀为中心
以内部或外部拉伸定心是一个简单的过程。首先,应测量拉刀的跨点(OD),用于内部拉刀或外部拉刀的外平或ID。然后可以将拉刀安装到机器中。
内部拉刀安装在刀柄上,并通过固定在口形槽口上的固定螺丝固定到位。
接下来,对于内部拉伸,应钻出比跨点尺寸大0.001英寸的孔,并扩合到一块废料中。对于外部拉伸,杆端应向小于平面尺寸的0.001英寸。
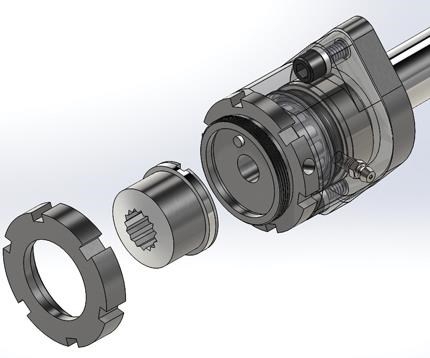
外部拉刀位于外部法兰上,由主轴帽和驱动销固定。
接下来,应松开支架上的两个盖子螺钉,使主体与柄部分离约3/16英寸。必须手动移动到0.030英寸的孔/杆端,然后将拉刀滑入孔或杆端。然后炮塔朝向孔慢跑,直到拉刀头不再与柄分离。
最后,应拧紧两个盖子螺钉,同时确保拉刀和主轴仍然可以自由旋转。这种方法将拉刀块为约0.002英寸的跳动。对于大多数应用来说,这是可以接受的,因为拉刀通常遵循钻孔的起动孔。但是,如果需要更严格的公差,则可以使用指示符和定心销。
准备工件
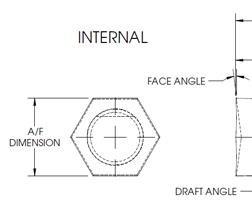
对于六角和方形拉刀,ANSI标准是允许20%的平面(图1)被开始钻取出。根据本规范计算起钻的快速公式为:六角拉刀1.0066 × A/F(横平尺寸),方形拉刀1.0198 × A/F。
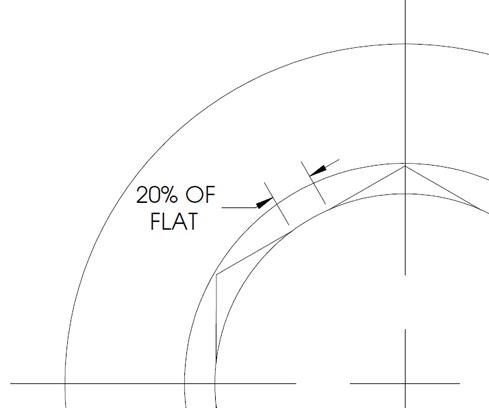
图1所示。对于六角和方形拉刀,ANSI标准是允许20%的平面被开始钻取出。
如果打印规格允许,则孔应钻到33%的见证标记,这将减少拉刀所需的切割力。基于该规范计算起始钻头的公式是用于六角形的1.0184×A / F,用于平方的1.0541×A / F。
在孔的开始处应该有一个90度的沉头,这个沉头要大于拉刀的外径(OD)。这个沉头是绝对必要的,所以如果打印不允许它,零件可以做得更长,以便在拉削过程后可以面对沉头。
也可以在洞的底部增加一个凹槽——同样,大于交叉点。这一功能是可选的,但它将有助于清除的碎屑出孔,而不必回到钻出后的拉削过程。
对于外部形式,没有ansi类型的标准。然而,棒材的外径应该转向低于交叉点或非多边形拉刀的外径。这一步将通过产生多个切屑来减少切削压力。
在要咬成的要别的特征的开始时,应添加90度倒角,这小于所属功能的ID。同样,如果不允许按照打印允许,这可以面对这一点。转动小于被拉迹特征末端的ID小的可选凹槽,还将有助于清除工件的芯片。
扩孔工具
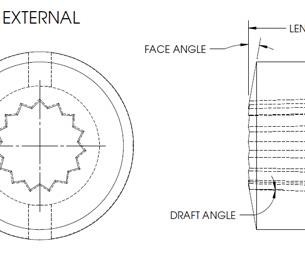
每个拉削工具都有一些共同的特点。首先,每个拉刀都有一个拉拔角度。这个特点是研磨或切割略大于1度的刀架倾斜,以提供间隙,以防机器或工具不完全在中心。
每个拉刀也有一个面角。这一特点在拉刀表面创造了更锋利的切削刃,并且根据不同的材料不同的拉刀也会不同。
内部拉刀安装在刀柄上,并通过固定在口形槽口上的固定螺丝固定到位。外部拉刀位于外部法兰上,由主轴帽和驱动销固定。
诸如交叉孔或平面的其他特征可以与拉削的特征对齐。在水平应用上,可用于对准特征的驱动的拉伸支架。在垂直应用中,可以将旋转旋转旋转的特殊附件安装在工具主轴的非旋转部分上。
故障排除
拉刀是扩孔:有时在较软的材料,如铝,拉刀不能抓住材料,因此,不以相同的速度旋转的材料。这种情况会在零件上造成反镗效应。在这种情况下,可以松开支架内的轴承,以减少阻力。如果可能的话,可以在停止主轴的情况下将0.005英寸到0.010英寸拉进零件,然后工件或夹具就可以开始旋转了。将进给速度提高到最小0.004 ipr也有助于生产所需的形状。
拉刀形式为螺旋形:当拉刀和工作主轴没有对准时,切削长度出现“螺旋”下降。在理想情况下,拉刀将由孔的前缘驱动。然而,由于拉刀上的牵伸角度,出现的轻微空间可能会导致拉刀打滑,特别是在长切削时。有几种方法可以弥补这种影响:
- 如果机器足够刚性,牵伸角可以精确地磨到1度,而不是稍微多一点。
- 在整个切割过程中来回扭转主轴将产生交替的螺旋,提供稍微自流的孔。
- 在一些薄壁的应用中,沿钻孔的相反方向旋转主轴,可以防止螺旋螺旋。
- 采用从动式拉刀刀架可以完全消除螺旋。
缺乏权力:拉削键槽形式可能会对功率较小的机器造成问题。大于1/8英寸宽的键槽是最难拉削的形状之一,因为在没有启动孔的情况下,大的切屑被取出。如果键槽不能被预先钻孔或铣削,以至于拉刀只能去掉棱角,最好的拉刀方式是在一台可以被索引的机器上。拉刀应直接安装在转塔的夹头(而不是在旋转支架),然后机床主轴锁定。然后,表格可以通过索引进入键槽,以0.005英寸到0.010英寸的增量进行“凿刻”。这个过程将更便宜的标准方形拉刀横向尺寸等于键槽的宽度,而不是一个特殊形成的键槽拉刀。
一个有用的解决方案
旋转拉削是一种相对简单和经济的方法来精确加工多边形形成的ID或OD的零件。通过正确的准备,适当的进给和速度的知识,以及适当的对齐,复杂的形式,如花键,六边形,锯齿和其他形状可以在数控车床或铣床,手动机器或螺丝机上快速加工。








