


高压冷却剂提高利润和生产率
高效应用于切削刀具的高压冷却剂将实现更快、更精确的切削;防止工装和工件氧化;延长刀具的使用寿命。
#技术简报
.jpg;width=70;height=70;mode=crop)
编辑洛莉·贝克曼
分享
不可预知的刀具磨损或失效会对加工速度、进给量和吞吐量产生不利影响。冷却液没有有效地应用到切割区域是导致这些问题的主要原因。不过,据国家产品经理罗恩·帕克(ronparker)说,这可以通过适当应用高压冷却剂来纠正,LNS Chipblaster高压冷却系统.
对于铣削、钻孔和车削来说,传统金属加工产生的摩擦会在刀具与工件相遇的地方产生大量的热量。据估计,97%的




在这种车削应用中,1000 psi的冷却剂被精确地指向切割点,以获得最佳效率。(所有照片由LNS Chipblaster高压冷却系统提供。)
金属加工所消耗的能量转化为热能。这就是为什么机械师总是试图通过使用液体或气体冷却剂来冷却切割区域,这些冷却剂可能是石油或植物油基的、水溶性的或来自动物脂肪的。
目标是:
- 调节切割区的温度以保持一致性;
- 润滑工作面和刀具,使切割更快更精确;
- 防止工件和工具氧化;和
- 延长刀具寿命。
低压问题,高压阳性
然而,在许多情况下,冷却剂是在相对较低的压力下输送到切削过程中的
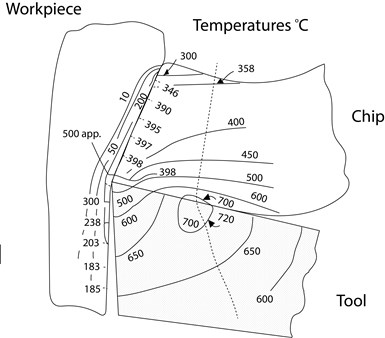
此图显示了加工过程中工件和刀具产生的热量。低压冷却液输送会形成过热蒸汽,阻止冷却液到达工具。
简单地淹没工件和刀具的区域。不幸的是,由于切割过程中产生的热量,这种方法可能会在冷却剂到达刀具尖端之前产生过热蒸汽。因此,很少或没有提供润滑,温度不一致,切屑没有有效地排出并重新切割,从而加速刀具磨损,并可能损坏工件。
但是,当冷却剂通过1000 psi或更高的压力进入切割区域时,额外的力会增加局部压力,从而消除了过热蒸汽的形成。因此,冷却剂成功地到达刀尖,防止了因热损坏而过早失效。
高压冷却力不会使切屑破裂,而是使刀具冷却使切屑破裂。然后,高压气流将切屑吹离刀具,从而防止损坏。
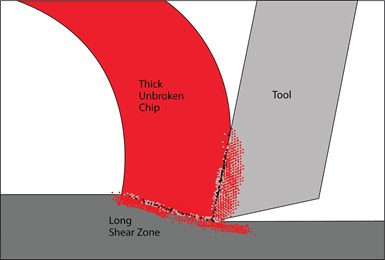
此外,由于生产的芯片在较低的温度下保存,它们更容易破裂,并迅速从切割点撤离。高压冷却剂的力量并不是导致芯片破碎的原因;相反,是冷却剂的作用缩短了主剪切区。因此,高压冷却剂产生的是更短的、破碎的芯片,而不是像低压冷却剂那样产生长条状的芯片。
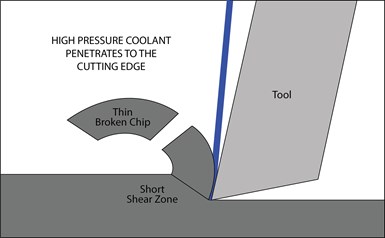
高压冷却液对刀具的冷却会使切屑更剧烈地卷曲并破裂,从而防止切屑再次出现。
此外,切削刀具的磨损率更易预测,使得刀具更换效率更高。
改进切割数据示例
高压冷却剂输送使机器能够更有效地切割材料。一种测量方法是比较表面英尺每分钟(sfpm),这是刀具上一个给定点在一分钟内移动的线性英尺数。例如,300系列不锈钢的sfpm中位数为325到350。适当使用高压冷却剂,同样的材料可以在800 sfpm下进行研磨。这里还有其他的例子。
铣削sfpm使用高压冷却液: |
|
铝 |
10000平方英尺/分钟 |
低碳钢 |
2000平方英尺 |
中碳钢 |
1200平方英尺/分钟 |
不锈钢300系列 |
800平方英尺/分钟 |
铸铁 |
1600年sfpm |
钛 |
400平方英尺/分钟 |
铬镍铁合金 |
350年sfpm |
铜 |
1200平方英尺/分钟 |
在钻井应用中,高压冷却剂有助于将芯片从孔中疏散,并消除抑制冷却的蒸汽屏障。
钻孔sfpm使用高压冷却液: |
|
|---|---|
铝 |
2000平方英尺 |
低碳钢 |
1100年sfpm |
中碳钢 |
1000年sfpm |
不锈钢300系列 |
800平方英尺/分钟 |
铸铁 |
1200平方英尺/分钟 |
钛 |
220年sfpm |
铬镍铁合金 |
180平方英尺/分钟 |
铜 |
1200平方英尺/分钟 |
压力不是一切
使用高压冷却剂的高效加工需要超过1000 psi或更多的能力。流速和冷却剂通过的开口大小也是其他关键因素。
以瑞士数学家丹尼尔·伯努利命名的流体动力学原理最好地解释了这三个因素之间的关系,该原理指出,流体速度的增加会导致流体能量的减少。在机床冷却液的情况下,这意味着冷却液输送喷嘴越大,流量必须越高,才能在切割区域达到所需的压力。相反,孔板越小,达到相同的压力需要的压力就越低。
因此,为了有效地输送高压冷却液,输送系统必须能够提供足够的液量和压力。对于铣削和车削,体积要求为每台机床马力每分钟0.5加仑(gpm)。因此,20 hp机器需要10 gpm(20 hp×0.5 gpm=10 gpm),30 hp机器需要15 gpm,40 hp机器需要20 gpm冷却液量。
在钻井应用中,工具的直径决定体积。每英寸工具直径需要10gpm。因此,1英寸钻机需要10gpm, 1 / 2英寸钻机需要5gpm, 1 / 4英寸钻机需要2.5 gpm。
切削液本身也对高压加工的有效性起作用。冷却剂必须具有高润滑性,以充分减少摩擦;切勿易起泡;冷却剂浓度至少为8%不超过12%
高压与标准冷却剂
下面的例子说明了当使用相同的材料、工具和机器执行相同的操作时,高压冷却液的输送产生的巨大差异。生产时间和工具成本的节省使得高压冷却剂系统的投资能够快速获得回报。
汽车零件不锈钢 |
||
OEM冷却系统 |
高压冷却剂系统 |
|
操作 |
钻孔6倍直径深度 |
钻孔6倍直径深度 |
磅/平方英寸 |
300 |
1,000 |
工具 |
0.098直径高速钢钻头 |
0.098三菱微MZS钻头 |
孔 |
600 |
600+ |
刀具寿命 |
刀具寿命不一致(使用20个钻头) |
使用1个钻孔 |
rpm |
2,400 |
10,000 |
综合项目管理 |
5. |
20 |
fpr公司 |
0.002 |
0.002 |
啄食周期 |
5. |
0 |
点钻 |
||
最终结果 |
600孔(0.600"深) |
600孔(0.600“深) |
使用的钻头 |
20 |
1. |
周期时间 |
8小时24分钟 |
28分钟 |
高压冷却剂系统为制造商提供了一个机会,以提高生产率,并可测量地降低每个零件的成本。然而,高压系统必须与应用相匹配,这样才能提供所需的精确流量、压力和温度控制。
LNS Chipblaster高压冷却系统| 814-724-6278|chipblaster.com
相关内容
螺纹旋转基础
对高价值螺纹零件的需求迅速增长,其长径比极高,这使得美国商店和制造商对螺纹旋转技术产生了极大的兴趣。
棒料喂料机选择的长短
对于许多商店,决定归结为一个4或12英尺容量的杂志式酒吧馈线。以下是一些选择它们的指导方针。
夹头与夹头
找到了数控夹头和卡盘的定义,类型和优点,以及各自的最佳应用,在这篇文章。








