


精加工孔铰孔的好处探讨
扩眼与单点镗孔相比如何?一家扩孔工具供应商对这些通常用于完成镗孔的工艺进行了比较,并提供了考虑扩孔的提示。
# techbrief

编辑德里克·科恩
分享
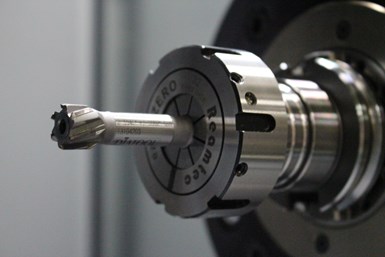
高性能的铰刀具有多个切削刃,与单点镗孔相比,可以实现更高的进给和速度。
铰孔是商店可能用于完成钻孔的加工操作。莫纳亨工具组代表Diatool,这是一个拥有超过35年的制造和修理的多玻璃铰刀制造和修理的经验,表明,与单一的其他过程相比,铰孔可以在速度,刀具寿命和表面光洁度质量方面提供优势。点无聊。
但是,什么是扩眼?铰孔是用刀具去除少量材料来完成镗孔的过程。它是切削和冷加工材料的结合。铰刀可以提供尺寸控制和表面光洁度,但不能提供真正的位置。预扩孔孔的条件和位置是至关重要的,因为通常会有一个扩眼器跟随它。


莫纳汉工具集团称其为高性能的扩眼工具与传统的铰孔工具不同,因为它们具有不等的长笛间距。据说据说与具有相等长距离间距的传统铰刀相比,创造精确的圆孔和更高的表面质量。该公司表示,这些多边铰刀也可以在更高的速度和饲料时运行,同时实现优异的孔质量,近距离公差和优质表面光洁度。它的铰刀可以用碳化物,金属陶瓷或多晶金刚石(PCD)。使用现代,薄膜物理气相沉积(PVD)涂层还能提高性能,特别是在灰口铸铁、不锈钢和许多高温超合金等材料中。据该公司介绍,这些扩眼工具有四个主要优点:
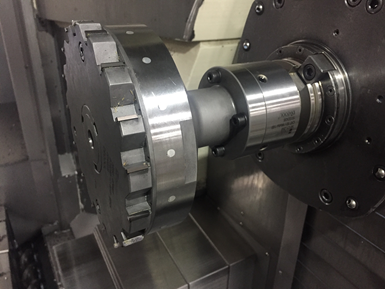
•更高的饲料和速度。高性能的铰刀具有多个切削刃,与单点镗孔相比,可以实现更高的进给和速度,从而减少循环时间。高性能铰刀的齿数从4到16,而单点镗刀的齿数为1,进刀速度提高了4到16倍。单点镗孔用于实现正确的尺寸和精加工,但是,由于只有一个切削刃做工作,它固有地较慢。
•快速设置。对于高性能铰孔,设置铰刀是一个简单的过程,因为第一个孔是一个好孔。无需调整直径,因为工具已研磨至正确的直径。此外,铰孔是一个稳定和安全的过程,不需要与单点镗孔相同的调整水平。
•减少废料。在使用非常昂贵的材料时,最小化废料尤为重要。例如,在航空航天工业中,制造商往往会从Inconel,钛和其他高成本材料产生较低的零件。对于这些制造商来说,使用高性能铰刀可以在工具的整个寿命中提供一致的孔尺寸,并且显着降低废料比率。
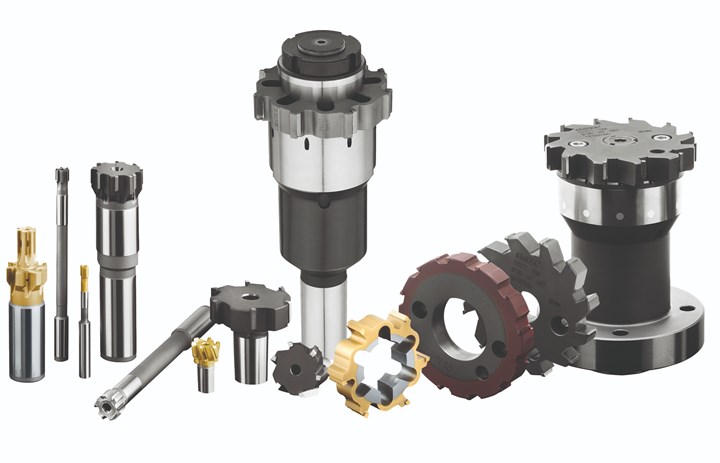
可扩展和固体铰刀
高性能铰刀有两种一般配置:可扩展和实用(非纯度)。由于铰刀使用使用,因此可扩展的铰刀使用户能够将铰刀扩展到孔的公差场内以延长工具寿命。可膨胀的铰刀针对孔径的平均值。膨胀可以多次完成,直到磨损达到表面光洁度不再可接受的点。此时,铰刀可重金于新的条件。
与具有相同长笛间距的传统铰刀相比,据说不平等的长笛间距和更高的表面质量。
实心铰刀的直径目标公差为三分之二。这是考虑到更多的磨损,因为这种类型的铰刀不能扩大。一旦铰刀达到其刀具寿命,无论是尺寸还是表面光洁度,它也可以重新启动。
为了满足特定的应用要求或客户需求,可扩展和固体铰刀几乎可以针对直径公差场内的任何地方。在决定可扩展和非伸展的铰刀之间需要考虑的两件事是孔径可容差和表面光洁度要求。具有相对粗糙的表面光学标注的紧耐孔孔更适合于可扩展的铰刀,因为可扩展的铰刀具有膨胀能力以获得工具寿命。具有高表面处理呼出的更适合于非膨胀的铰孔器更适合于非膨胀孔,因为通常,表面光洁度将在直径之前脱离规格。
铰刀可以使用硬质合金、金属陶瓷或聚晶金刚石(PCD)。使用现代的薄膜物理气相沉积(PVD)涂层也可以提高性能。
以下是考虑到蒙古汉工具集团的展示展示:
•高性能的扩眼器可用于注水或过工具冷却剂输送。
•左侧螺旋对于通孔的高速铰刀很常见。直槽可用于通过或盲孔。
•高性能铰刀的工厂回钻使其更加实用和经济。维修后的工具寿命与新工具相同。只要钢质本体处于良好状态,铰刀就可以被开启好几次。根据铰刀直径和应用情况,高性能铰刀可能需要维修10次以上。
•为了优化刀具夹持力,可能需要补偿夹具来纠正跳动和不对中。
•由于高性能铰孔都是切割和冷工作的过程,因此使用高质量的冷却剂来实现钻孔质量和工具寿命尤为重要。考虑具有高润滑性的金属加工液,用于铰孔。
相关内容
有缝夹套与抛掷
本文介绍了数控夹头和夹头的定义、类型和优点,以及它们的最佳应用。
车床上的拉削
在转动部分上产生键槽,样条或类似的纵向特征,通常需要在拉削或插槽机上进行额外的,耗时的二次操作。这意味着将零件和二次操作的零件,额外的劳动和每小时机器成本以及通过二次操作的所有其他头痛移动。
长条和短条给料机的选择
对于许多商店,该决定归结为4英尺或12英尺长的杂志式拨水器。以下是其中选择它们之间的一些指导方针。








