


揭穿去毛刺过程
汽车制造商为其曲柄盒生产线进行了复杂和不可靠的去毛刺工艺,直到它被引入专为交叉钻孔去毛刺设计的工具。
#techbrief.

编辑
分享
德国汽车制造商最近发现它在曲柄盒生产线上的心情中发现自己。虽然线路中的一切都嗡嗡声,但曲柄箱中的去毛线交叉孔都需要一个复杂和不可靠的过程,这些过程正在磨掉其生产时间,而不是剩余的毛刺。
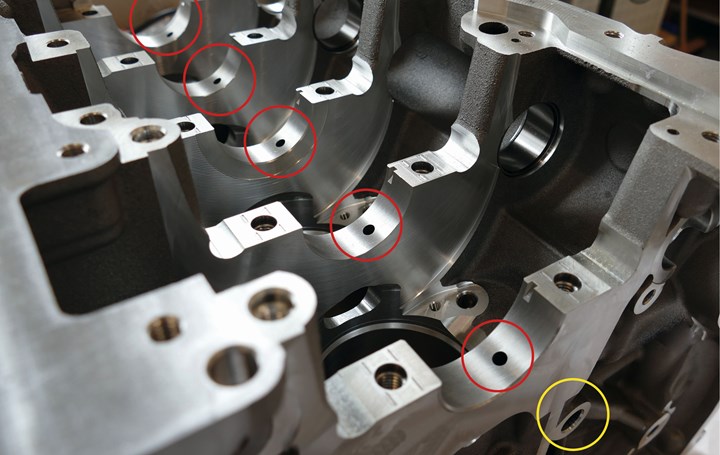
曲柄盒具有与主钻孔(黄色)相交的五个交叉钻孔油孔(红色)。几何条件在钻孔交叉的点处引起的不均匀性排除了传统的去毛刺工具的使用。(图片由休尔精密工具提供。)
许多机械师发现他们自己处于类似的情况-去毛刺交叉孔是一个顽固的问题,需要多次传递,仍然不能完成工作。该汽车制造商使用了两个深孔钻,每个钻8到10次。尽管反复去毛刺,毛刺仍然存在,需要目视检查和返工。在5条生产线上,每年生产140万个零件,每多一道去毛刺工序就会迅速增加。



找到一个解决方案
制造商的技术负责人在德国斯图加特的AMB贸易博览会上进行了讨论问题Heule.是一家去毛刺工具的领先生产商。技术领导者从头到前的去毛刺项目了解供应商,并知道该公司可以为交叉孔问题提供定制的解决方案。
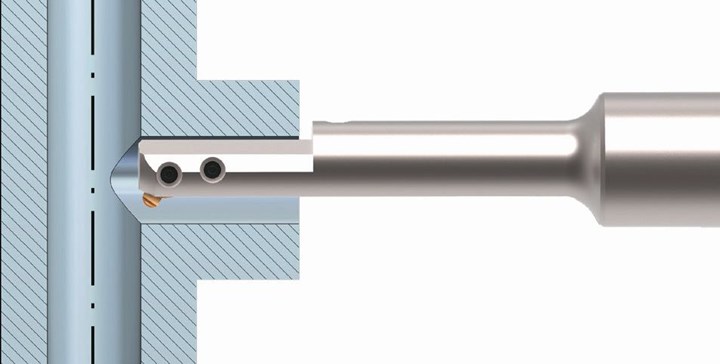
该解决方案是基于COFA-X的去毛刺工具,根据所有交叉钻头去毛刺工具量身定制。它适用于最高可达1:1的所有交叉孔洞。(图片由休尔精密工具提供。)
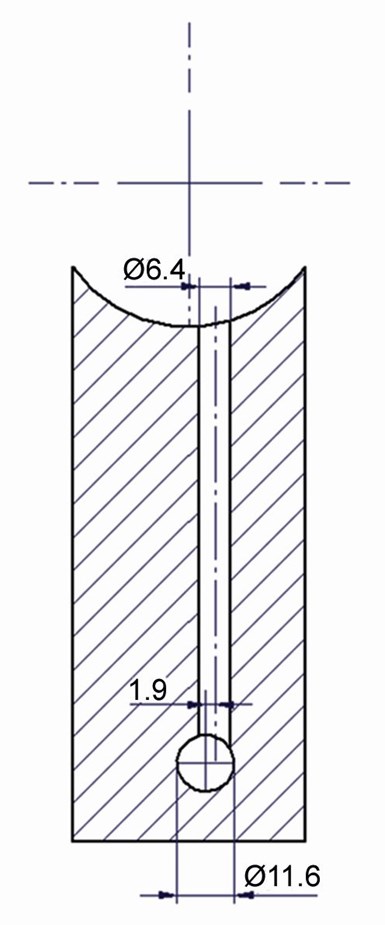
十字孔(6.4 mm直径)与主孔(11.6 mm直径)的相交造成了很大的不均匀,偏心度为1.9 mm。
不仅是去ururring,本身,一个复杂的过程,而且汽车制造商有特定的需求,使过程更加细致了。具有主钻孔(直径为11.6毫米)的每个交叉孔(直径)的交叉点引起了大的不均匀性,偏心率为1.9毫米。常规的去毛刺解决方案和标准产品可在此时可用只是不可取的任务。
Heule与汽车制造商合作,创造了一种满足其需求的产品。提出的第一个解决方案有一个大的控制住房,制造商没有在其设施的空间。Heule回到绘图板,带着COFA-X,修改它COFA专门为十字镗孔去毛刺设计的工具。
经过几个月的测试和通信来回,汽车制造商委托Heule在其生产工厂中重复在发展实验室的成功。在第三个运行中,纠正自动化去毛刺进程并优化以执行任务而没有错误。
质量员用内窥镜目测了腔室,确认结果是:“无毛刺。”去毛刺表面的质量甚至比以前更好。制造商已经准备好重新启动生产线,开始大规模生产。
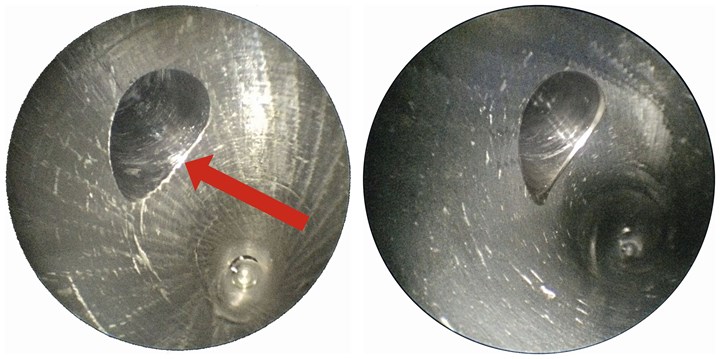
箭头表示未加工钻孔上的毛刺(左)。新工具以一种机械定义的、更可靠的方式去除毛刺,如右图所示的已加工井眼。(图片由休尔精密工具提供。)
交叉钻去尿布,一旦花了8到10次通过,然后更加微调,现在可以在一个通过一个工具和一个操作员时完成。Heule的初始测试表明,每个COFA-X都可以处理大约7,000个钻孔,使制造商能够更可靠地衰减曲柄箱,并且刀具较少的刀具停机。结果有汽车制造商感觉不那么忧郁。
Heule Precision Tooling | 513-860-9900 |heuletool.com.
相关内容
无毛刺微螺纹旋转
线程通常是加工组件时的最后一次操作,这就是该过程需要可靠和高精度的原因。直流瑞士开发了一个内螺纹旋转器,即使在苛刻的难以磨损的难以磨损的情况下,留下了微型线。
3针织的线程选项
在选择和提交工具之前彻底的分析将以最有效和最具成本效益的方式生产高质量的定日制作。这是看三种剪切线程的方法。
转向用于车床工件夹持的粘合剂
通过紫外线固化的粘合剂是一种选择用于在使用传统的机械夹紧技术时可以扭曲的机械加工部件的选择。








