


| 1分钟
螺杆机械零件长度变化的原因分析
在多轴自动螺杆机床上使用切断工具时,有许多不同的方法可以改变零件长度。
PMPA工业研究与技术总监
分享
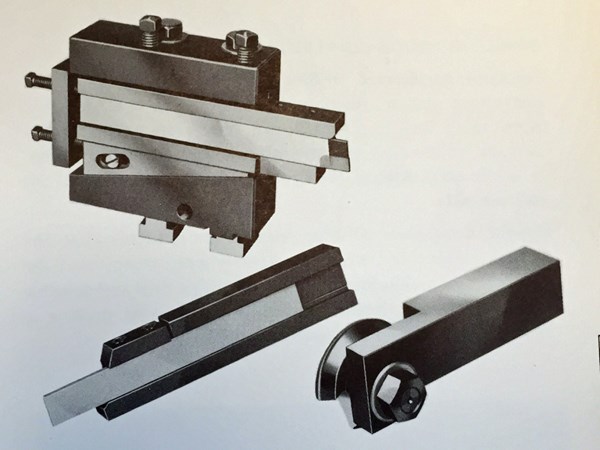
图片来源:“顶点格里德利多轴棒机手册,”1961年第一版C11页。
在多轴自动螺杆机床上使用切断工具时,零件长度有许多不同的变化方式。以下是一些主要的问题,根据原因大致分为几类。
切割工具本身:
- 工具是乏味的
- 工具接地不正确(点角过大)
- 工具松动/未正确插入刀架
- 刀刃太薄
- 切断工具高速撞击
- 被模头或追刀击中的切断工具
切断刀夹:
- 刀柄本身松动
- 刀柄撞击工作主轴
- 刀柄敲击刀杆
- 刀柄弯曲或弯曲
- 刀夹着
工作主轴:
- 主轴端部有间隙
- 主轴磨损轴承
- 主轴载体有末端间隙
- 分度锁销弹簧断
- 指架调整不当
- 指夹内的针或手指断了
- 进料管弯曲或破损
- 错误的进料凸轮-过量的进料将导致停止进料后的回弹,导致零件不足
- 不正确的夹头紧张
交叉幻灯片:
- 横向拖板玩
- 横向拖板松
- 凸轮是宽松的
- 切断凸轮过大,导致进给过大
- 凸轮鼓松动
其他工具:
- 钻头将料推回夹头(钝钻头推料而不是切割屑)
- 刀柄被铰刀推入夹头
- 正面工具松动
- 面对工具是枯燥的
- 刀柄正面松动
- 模头将料从夹头中拉出,使零件变长
在自动螺丝机上使用切断工具时,零件长度偶尔会出错。
这篇文章列出了我能想到的30多个理由。我错过了什么?
最初发表在PMPAspeakingofprecision.com博客。








