分享
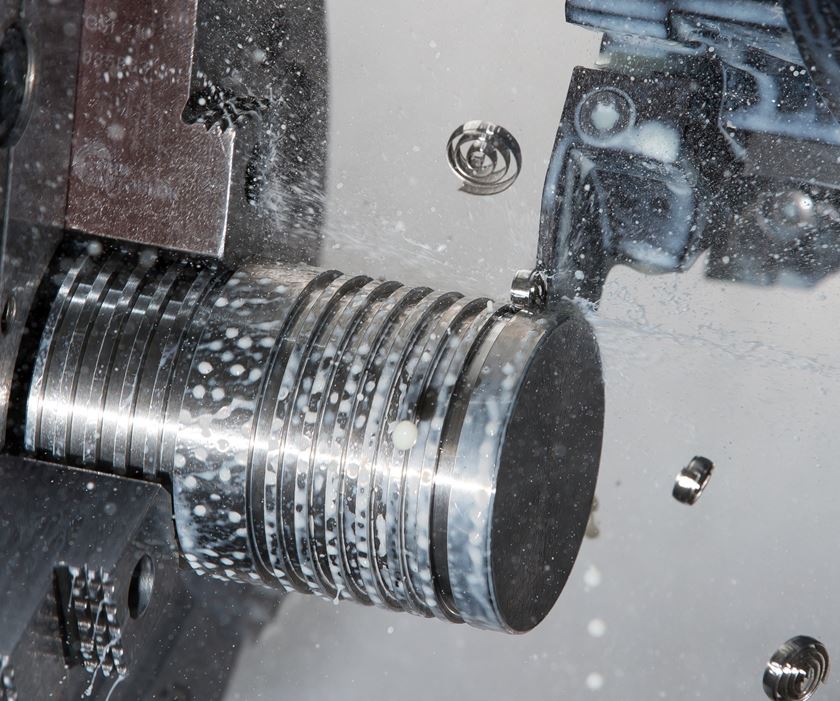
最早的线索之一是精密加不同于其他机加工车间的是轻轻的咔哒声。声音是从车间中央十几台机械驱动的瑞士式车床发出的。这些机器整齐地排成一排,由明显较新的料条给料机提供服务,没有车间数控机床所具有的降噪外壳。仔细一看,就会发现有6个左右的工具同时在工件上插进插出当凸轮旋转时。

在这里,迈克读者站在宫野BNX双轴数控车床旁边。迈克负责店里的学徒计划,培训新员工使用瑞士式螺丝机。图片来源:Precision Plus
2000年,当该公司搬到目前位于威斯康星州埃尔克霍恩的工厂时,其中一些机器已经生产了多年的零件。在公司总裁Mike J. Reader的领导下,公司已经增加了各种更新的CNC设备,包括宫野ABX和BNX双轴车床以及多轴车床明星而且Tsugami瑞士型数控车床。然而,精密加仍然严重依赖于运行方式与Reader的父亲Phil在1988年首次收购公司时基本相同的设备,即使用物理摄像机而不是cnc来区分切割的时间和深度。为什么?
这是我的第一个问题迈克尔·p·里德工程副总裁(Mike Reader的儿子)。他的回答很简单:“当可以使用摄像头驱动的机器时,操作成本更低,”他说。
选择凸轮而不是凸轮

小型精密零件,如双簧管和巴松管的螺丝,是凸轮驱动机器的理想选择。凹槽由附在拾取附件上的锯片切割。图片来源:Precision Plus
“对于年产量较高的小型圆柱零件,瑞士凸轮机器非常经济,”Reader说。机械驱动的瑞士式车床从Tornos具有较低的电气成本,关键是通常可以大大加快切割零件。
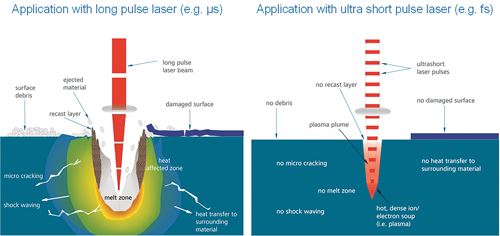
最后一个因素可能会让一些人感到惊讶,因为计算机操作的机床似乎在与一台完全没有计算能力的机器竞争时没有任何问题。然而,凸轮驱动的机器可以同时使用多个切削工具,行程非常小。“所有的工具都在离零件不到两英寸的地方,”里德说着,指着一个半圆形的切割工具,疯狂地从一根细棒上切下一根防火针。“这使得它比CNC快得多。”
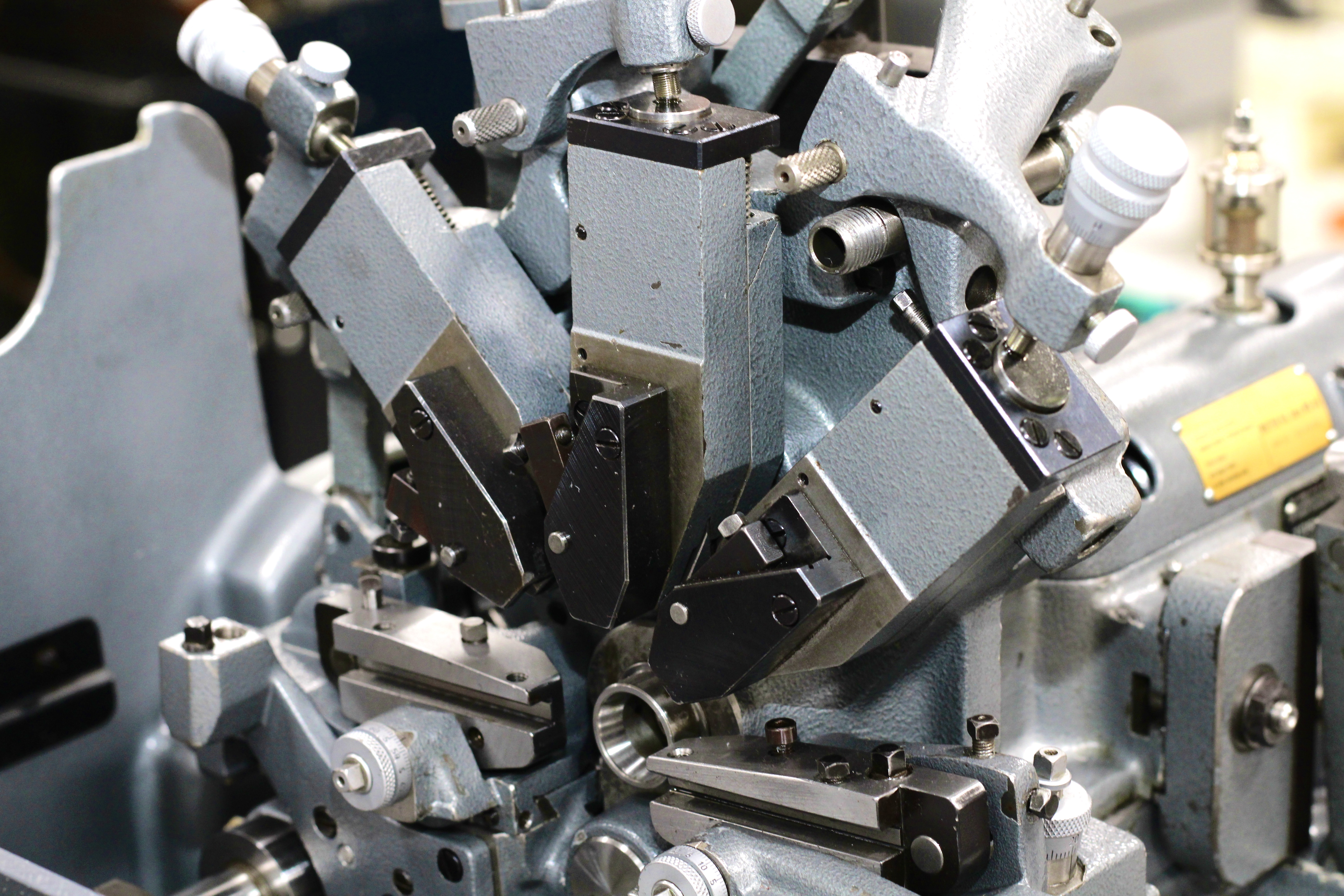
在这种凸轮驱动的瑞士式螺旋机床上,五个切削工具围绕工件。当凸轮轴转动时,不同的切削工具执行它们的操作,并在每次旋转时切割一个成品零件。刀具相对于工件的紧密定位使其成为快速生产只有少数特征的零件的绝佳选择。图片来源:Precision Plus
还能快多少?里德说:“我们有一个零件,在瑞士CNC上一个零件只需要8秒钟。”“在凸轮机器上,只需要三秒钟。”超过一倍的生产速度是一个主要的区别,特别是在处理大批量时。“如果我们必须在那部分使用CNC,”他说,“我们甚至无法实现收支平衡。”
但是什么时候数控机床优先?
数控系统的精度和公差
凸轮操作Tornos机器的另一个好处是什么?视觉效果。里德说:“瑞士凸轮机器很容易接近,所以你可以看到发生了什么。”这使他们成为公司学徒计划的完美人选,里德认为该计划培养了一批劳动力。图片来源:Precision Plus
“这真的取决于零件的需求,”里德说。“有些零件需要更高的精度,瑞士CNC提供了这一点。”以该工厂生产的牙科部件为例。在一端,直径只有0.01英寸厚,它的长径比相当高,所以它需要额外的支撑来消除颤振,防止在机器中折断组件。该零件的这些特征使得CNC成为必要,因为它能够具有更高的精度和更大的刚性。此外,表面粗糙度必须接近完美,因为一个轻微的缺陷可能是灾难性的。里德说:“我们需要确保精确地达到公差。”“如果这个牙齿组件有任何表面缺陷,它可能会导致裂纹扩展和在使用过程中失效。”
我想任何一个坐过牙医的椅子的人都会对数控机床精度的提高心存感激。

这种牙科组件必须满足严格的公差,并具有较大的长径比,因此必须使用CNC瑞士式车床,而不是凸轮驱动的车床。图片来源:Precision Plus
除了公差之外的其他因素也可以在选择使用CNC机床时发挥作用。首先,它们可以处理更大的零件——12,20或32毫米,这取决于机器。此外,像牙科组件这样的部件需要高压冷却剂,这在凸轮驱动的瑞士车床中是不可能的。冷却剂也可能是产生细线或粘性芯片的材料的主要因素,以及带有o形环凹槽的阀门组件,需要高压来清除芯片。
最后,主轴箱车床找到了更大更复杂的零件,直径可达2.5英寸。Reader说道:“通常情况下,当我们需要移除大量材料或需要更高程度的复杂性时,我们便会使用Miyano平台。Miyano ABX用于激进和精确的加工,部分原因是液压操作卡盘和平台提供的稳健机器设计。半导体生产中使用的一个部分涉及大量的内径材料去除、偏离中心的钻孔、螺纹和高强度、高产量不锈钢的外径车削。在带有三个炮塔的双轴车床上,组件可以以极具竞争力的速度在一次操作中加工完成。

用于制造半导体,该部件更适合传统车床。它包括多次偏离中心的钻孔作业,重内径材料去除,以及一些外部特征——所有这些都是难以加工的不锈钢合金。图片来源:Precision Plus
其他车床-宫野BNX -主要是有它的效率。Reader说:“BNX的生产速度比ABX快,同时还允许进行十进制五位数的偏移。精密加号机器零件外径车削的正负1万分之一英寸,内径镗孔的正负3万分之一英寸。当它不需要如此精确时,它能够同时在主主轴和子主轴上使用单个炮塔进行加工,这增加了许多部件的吞吐量。两种平台都配备了快速更换夹头系统Hainbuch提高安装时间和主轴与主轴之间的零件同心度。
与机械加工中的许多事情一样,它实际上归结为零件。“一般来说,零件越大、越复杂,就越有可能使用固定主轴车床,”里德说。“较小的圆柱形零件有非常严格的公差或需要高压冷却剂的瑞士数控机床。但如果我们能在瑞士的CAM机器上生产,它可能会更快,而且同样精确。”
相关内容
移动到数控瑞士螺丝机
在18个月内,三台新的CNC瑞士机床为这家伊利诺伊州的商店提供了真正的增长。
医疗零件重新定义瑞士式加工
医疗器械的机械加工正在改变瑞士式零件的构成。
涡轮增压瑞士式车削配件
在已经具备能力的瑞士型车削中心上增加附件是提高生产效率的一种经济有效的方法。