



分享
一个部位的握持方式和它的切割方式一样重要。从另一个角度来看,一个零件的切割方式往往决定了它的握持方式。在这里,我们看一看各种各样的应用程序和方法,这些应用程序和方法可以将工作保持选项缩小到最适合的范围。从barstock到blanks,从微小部件到薄壁或不规则形状,从Swiss转向部件在整个细胞的运动,保持部件安全而不损坏它需要彻底了解每个选项的优点和缺点。
适当的工作选择
一个有效的制造过程需要良好的机器选择,合适的刀具和正确的加工夹具。前两个方面通常会得到大量的考虑,但工作保持经常被忽视。正确的加工夹具选择可以提高制造过程的稳定性、效率和安全性。



选择最佳的工作选择需要仔细看待许多因素。具有高精度的密封回拉卡盘可以提高二次操作中的吞吐量和部分质量。
工件夹紧要求可能受到许多因素的影响,包括被切割的材料、临界公差要求、工件形状和尺寸以及转换频率。大批量加工的要求与作业车间的要求不同,需要更密切地注意在较长时间内保持一致的质量。快速更换通常是短期运行的解决方案。
一组经验丰富的夹具工程师可以帮助确保所有因素都被考虑到为特定的工作找到最合适的夹具,并可以帮助优化制造过程与夹具策略。了解有关选择最有效的工作的更多信息。
选择正确的工件夹具解决方案
仔细的工作选择在转动操作方面不仅重要。通过使用更高的切割速度的各种制造操作,将更加迫使在工件设备上放置更多的力量,选择正确的系统,以保持工作的速度比以往任何时候都更棘手。通常,定制解决方案是麻烦的工件和制造需求高精度和可重复性的答案。
一些工作组织设计用于适应与零件的家庭。此示例显示了基本机器连接(左)和适应性的卡盘(右)。
大多数需要自定义工件夹紧解决方案的情况都涉及困难的工件和/或操作环境,例如夹紧容易变形的薄壁零件。在这些情况下,与其他情况一样,工件夹具应满足刚性、重复性和准确性的要求。但不仅工作夹具需要精确;还应审查行动的其他领域,以确保取得尽可能好的结果。这包括生产环境和工具的适宜性以及要执行的工作量。
选择的夹紧解决方案应该是现在不仅有效的夹紧解决方案,而且适合商店的需求。阅读更多关于如何为给定的应用选择最佳的工作夹具系统,最终可以获得更好的最终产品的信息。
巴斯托克的加工夹具优势
Barstock是多功能原料。它很容易握住,轻松喂食,每个酒吧很多部件都有显着的容量。通常,我们认为Barstock和Bar馈线有关车削机器。但是,在转动操作中实现的那些优点也可以应用于垂直加工中心。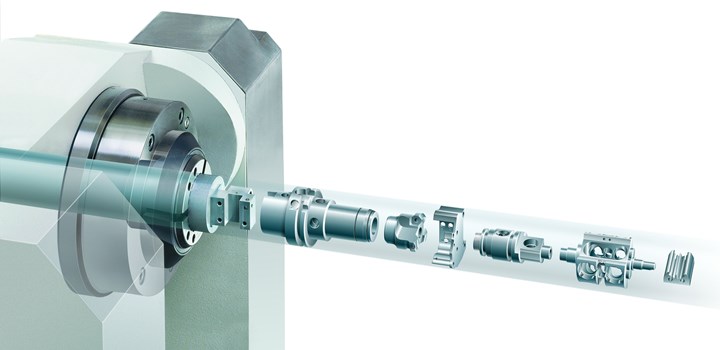
使用Barstock作为加工复杂部件的原料简化了材料保持要求。在杆的圆周内,只能使用夹头握住杆的各种部件。
推动在单一部件处理中制造工件以减少工程手合和生产成本带来了轧机的多加工技术。将条形送料器施加到VMC提供了连续供应带空白材料的机器的能力。因此,只要工件的主要尺寸符合杆的圆周内,可以加工无限的工件,包括零件的家庭。
看看这种夹具和搬运的结合如何使加工中心的生产能力仅受进料器所能容纳的杆量的限制。
了解CNC夹夹夹头
当考虑购买数控车床或车削中心时,重要的是要确保工作夹具系统与机器的能力和它将要做的工作类型相匹配。但车削的工作夹具通常是相当基本的:选择归结到卡盘或夹头。

这种快速更换夹头系统使用特殊的搬运工具压缩夹头的末端后部,以便将其插入卡盘体中。在膨胀时,夹头使用钩子和槽布置锁定到位。
作为一种通用的工作夹具,三爪卡盘在许多常见的车削应用中发挥着良好的作用。它可以容纳一系列的零件尺寸,能够在合理的转速下运行,并达到良好的精度。然而,在许多应用中,颚式卡盘并不是最佳的工作夹具,这导致了一系列替代解决方案的开发。其中最常见的是数控夹头卡盘。
看看什么时候该考虑夹头夹头,以及哪种类型的夹头最适合特定的应用程序。
改变这个Chuck:节省安装时间
精密零件加工商店越来越需要接受更高混合/较低批量的工作。将作业放在机床上并长时间运行它并不像往常一样常见,并且中型和大批量批量的定义已经改变。

减少转换时间是大多数商店的目标。这种工作夹具接口系统大大减少了卡盘转换所需的时间。
为了最大限度地提高生产效率,车间设法缩短将机床从一项工作转换到另一项工作所需的时间。在车削应用中,车间可以节省时间的一个领域是工件夹紧,通常采用三爪卡盘等万能夹紧装置。一个实用的解决方案是快速更换界面。
改变颚夹在车床上一直耗时,但有些产品旨在减少这个瓶颈。了解一个系统,专为任何需要频繁转换的过程设计,可以减少更换三爪卡盘所需的时间,从45分钟到30秒的单零件和小系列生产运行。
瑞士车削加工夹具
由于它的多功能性,瑞士车削已经在精密车削零件市场找到了它的道路。为了充分利用这一技术,我们需要考虑一下工作保持方面的问题。
在大多数情况下,瑞士人的工作是关于夹头。在传统的固定磁头车床上,固定夹头和主轴。它们仅用作旋转轴。瑞士型移动磁头使用主轴作为旋转和线轴。该设计允许交叉馈送切割器和最大工件支撑点的非常紧密的耦合,该载体最靠近主轴鼻子上的钢管,导向衬套。

大量和各种各样的主轴箱夹头,导向衬套,副主轴夹头和棒状送料夹头为瑞士型机器提供现货和定制。
由于这种设计,长,细长的零件可以有效地转向而不偏转或需要尾架或稳定的rest支持。导向衬套实际上是另一个夹头,在瑞士转弯,必须非常精确。
了解瑞士加工夹头设计的基础知识,非圆杆形状的对准技巧,以及如何在非常小的应用中获得最有效的工作夹具。
应用程序确定工作夹具解决方案
在车削操作中,工件夹紧选项往往会出现一些困难的选择。虽然三爪卡盘是某些较大零件的明显选择,夹头卡盘是大多数小批量、高公差工作的明确选择,但车削工作的范围太广,不能为每个应用绘制最佳的工件保持选择。

对于某些部件,第一次操作可以使用夹头或夹头,但第二次操作可能需要使用夹头,因为没有什么可以让夹头夹爪抓住。
大多数商店发现,他们的大多数工作需要一个或另一个,但很少有公司可以指望三爪夹头或夹头鼻子来覆盖其整个产品线。应检查每种情况,以确定最适当的工作夹具选择。
了解一下俄亥俄州克利夫兰的一家合同工商店,它面临着处理零件的夹头和夹头之间的抉择。对于这个车间,零件尺寸通常作为最初的指导方针,但精度要求、切割速度和转换时间也会发挥作用。
在机器人单元中处理部件
对于许多商店来说,Workhandling - 如何从一个点A移动到Point B-B-Poist B-Clows的问题,而不是最好的工作选择。更自动化涉及制造过程,必须更加关注处理该部件。
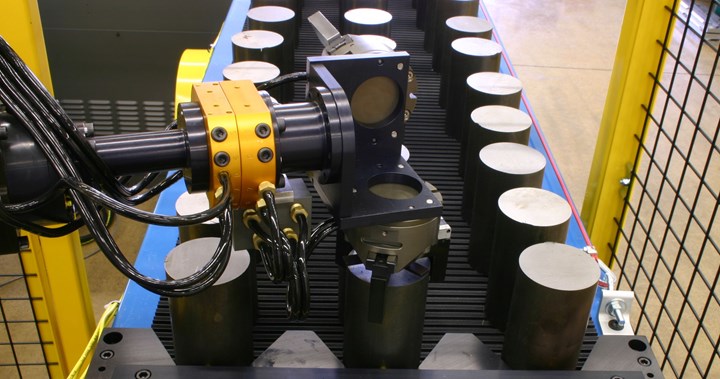
当涉及到自动化时,关于工作保持的讨论往往演变为寻找最佳的工作处理过程。
例如,当一家工厂在其数控加工操作中采用机器人单元时,目标很明确:通过更好地使用主轴、更有效地使用劳动力和更稳定的生产来节省资金。但还必须特别注意其他因素,如夹持器、零件定位、保护装置、开门器、零件进料和出料装置、视觉系统,以及机械和电子元件的整体集成。
以下是对工件和工作手柄的审查挑战,当它通过机器人移动时,一个商店面临的挑战,从机器人移动到将空白送到最终工件转移到后处理和手术。
- - - - - -ATS系统
- - - - - -凯龙星美国
- - - - - -emuge公司
- - - - - -Hainbuch (bac . n:行情)。
- - - - - -Kitagawa-NorthTech Inc .)
- - - - - -皇家产品
相关内容
选择自动送棒器
条形送料器是用于转动操作的最常见的自动化形式。选择合适的人需要考虑将使用它的应用程序。
线上的主轴,线路袋
聚氨酯主轴衬套是填补主轴内径和棒材外径之间的缺口的可行选择。它们既保护主轴和棒料,又提高机器性能。
什么是生产转向的最佳条形饲料系统?
选择正确的棒材给料机可能是一个商店可以做的最重要的决定之一。棒材进料系统有助于提高生产率、产量和质量,但为了实现最大的效益,棒材进料系统必须与车削操作的特殊需求相匹配。








