分享
芯片控制问题可能导致缩短工具寿命,输送机停机,差的表面涂层差和安全危险。但某些策略可以帮助商店控制他们的筹码,从而延长刀具寿命和更好的生产力。
芯片控制问题往往导致其他问题,如缩短的刀具寿命,输送机停件和差的表面饰面,同时也产生安全危险。这些涉及成本商店的生产时间无数时间。但是,可以实施某些策略,以帮助商店承认潜在的陷阱,让他们控制他们的筹码,导致更长的刀具生活和更好的生产力。
今年精密加工产品协会(PMPA)国家技术会议,Edwin Tonne,培训和技术专家Horn Usa Inc.,和罗马索马,表格工具/插入工程师索马工具有限公司此外,深入了解读取芯片的最佳方式,并提出了管理芯片破损中最佳实践的创新策略。以下是演示文稿中的关键点。



识别芯片功能
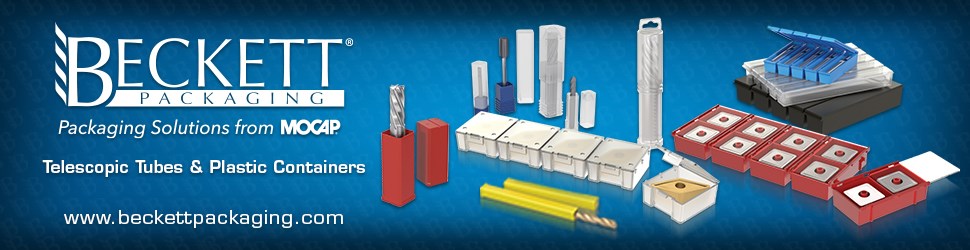
虽然芯片有时可能被视为消极的光,他们确实带来好处,切割操作时,适当处理。在几乎每一个金属切削过程中,都会产生多余的热量。多余的热量只有几种逃逸途径:环境、工件、刀具和切屑。对于使用最佳切削速度的钢材,干式加工将导致大约75%的热量留在切屑中,10%留在材料中,15%传递到切削刃。耐热合金将实现较少的效益,即使是芯片的25%谦逊的25%会有助于刀具生活。
当工作区域的窗户被冷却剂、划痕或工具塔遮挡时,芯片的外观还可以为操作员提供(某种程度上的)第二视线。如果在运行开始时芯片控制良好,但随后芯片箱开始装满长条状芯片,那么切削刃可能会被损坏。操作期间的其他变化可能表明上耙的组合边(BUE)。然后,机械师就会知道如何提高速度或选择一种具有更好的润滑性或较少的化学亲合力的涂层。
当涉及芯片形状时,没有正确或错误的答案,但行业被接受的形状为6s和9s。这些形状通常表示芯片在其自身动量下破裂,在部件肩部或不损坏未使用的切削刃或部分表面的区域。6和9形状也是期望的,因为这意味着芯片不是太紧。如果芯片太紧,特别是在诸如钛和镍基材料的困难合金中,产生极高的压力和过量的热量。
与芯片形状一样,没有正确的芯片大小,但小几乎总是更好。芯片应正确安装到工具槽,插槽,凹槽或孔中。在处理小部分无聊时,这一考虑尤为重要。小筹码的另一个论点是它们对地板空间的影响:可以将工作单元与较小的芯片垃圾箱更接近?额外的生产设备可以使用更多空间吗?致力多少时间去除和回收?

切屑的表面光洁度是切削过程动态特性的良好指标。过大的力会导致这些区域出现应力。
芯片的表面光洁度也可以讲述一个有趣的故事。当一个新的作业、材料或工艺正在运行时,应检查芯片。锯齿状边缘的碎块通常表明过程不稳定。
最后,芯片的颜色也有意义。对于ISO P组钢,蓝紫色通常会指示切割速度,使得大部分热量被转移到芯片上。对于热汇率低的材料,颜色的大差异意味着速度太高。芯片不仅是加工的副产品 - 它们也经常是整体过程条件的伟大指标。
Chipbreakers
长而细的切屑是不可取的,所以任何工具设计的目标都是通过改变切屑的路径/卷曲度来分解切屑。从广义上讲,芯片控制有三种选择,最有效的方法通常是结合芯片断路器。切屑器可以内置在工具的切削面上,也可以用钎焊/夹紧在切削工具上,价格适中,回报高。在某些情况下,切削刀具的支架可以用作断屑器。
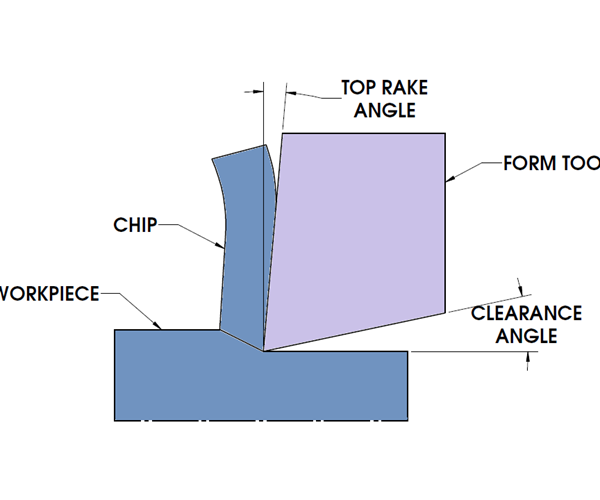
间隙角度和耙角对切屑形成和控制很重要。间隙角度用于减少工具摩擦摩擦的量,且始终是阳性的或零,永不负。耙角控制工具的锐度或钝性,也可以作为削片器的一部分,如在正面耙面的情况下。
在使用削减量时,保持适量的热量和压力对于高效加工最重要。产生太多的热量可以导致插入边缘的塑性变形,并且在剪切区中的材料软化的效果降低了太少的热量。压力太大会导致切削刃的机械疲劳,压力过小,芯片可以保持连续。
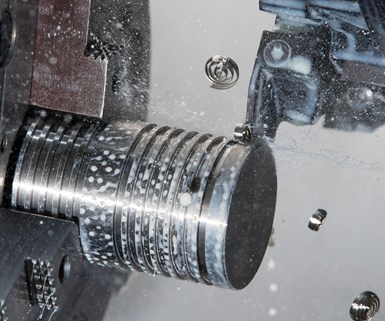
栗架几何形状以适合满足应用需求的各种配置提供。应选择膨胀机,这足以满足所需的饲料和足够的自由切割以减少热量。
芯片断路器提供多种配置。工具制造商开发每种配置,要么是为了满足行业内的特定需求,要么是为了用于更通用的应用程序。为了确保覆盖所有应用程序,商店应该考虑拥有大量芯片断路器选项的制造商和持有人平台。当商店使用多种类型的材料并且产品结构高度多变时,这种策略尤其重要。
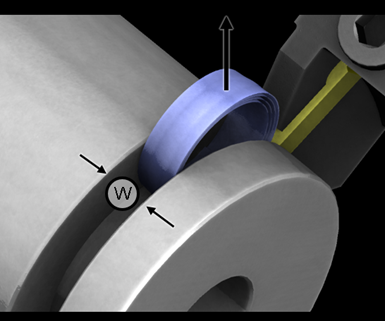
高压冷却剂
高压冷却剂可以作为一种高效的芯片控制解决方案.由于额外的设备购买和维护工作,它有一个中间成本,但它提供了很多好处,提高了工具寿命和稳定性。
高压冷却剂是改善芯片控制的有效方法。冷却剂出口应尽可能靠近剪切区。
高热循环使工件材料迅速疲劳,并由压力流辅助以便于破裂。为了最大效率,冷却剂流应尽可能靠近切割区。一些插入件(例如喇叭3V几何)在插入件中具有冷却剂孔,以便于直接在切割区域上施加。高压单元应相对于机器冷却剂储存器适当地尺寸,以避免需要冷却单元,以否则将需要限制热堆积。
过程注意事项
最后,可以应用流程和编程变更,通常以中等成本,因为组件处理的多个方面的参与。这些策略还通过改善刀具寿命和稳定性带来了益处。
工具对齐是一个很好的开始。中心高度对切屑控制至关重要,因为如果切削刃没有正确定位,断屑器可能不能提供最佳的结果,刀具的过度磨损将成为一个问题。中心在上方引起摩擦和振动,中心在下方引起振动和增加剪切带。机器对准应该定期和频繁地检查,因为机器崩溃和维修问题,导致不对准经常不报告。
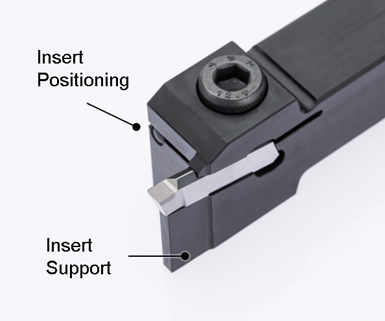
稳定性是成功过程的关键,在插入下有很多支撑。
具有高稳定性的工具非常重要,利用高度刚性设置。如果插入辊在索引时,切割高度以及芯片控制可以受到影响。在切削刃下应尽可能多的材料。如果插入件在每次旋转下熄灭,则芯片控制将困难。模块化工具可以通过将整体长度从刀柄到切削刃缩短来减少偏转。
对于几乎所有ISO转动插入,切割深度(DOC)对芯片控制至关重要。作为普通拇指的规则,深度应为半径尺寸的至少2/3。为了获得最佳结果,深度应为半径的1至2毫米(0.039英寸至0.079英寸)。一个常见的误解是,深度越大,工具寿命越差。事实是,在调整饲料,切割速度或DOC时,它是对刀具寿命最小的DOC。因此,当存在不良芯片控制时,增加切割深度应该是第一个采取的动作。
Feed对纠正芯片控制也非常重要。如果饲料太低,芯片将在磨井和初级耙上形成,而不是使用芯片控制几何形状。低进料速率也可能导致工件材料在切削刃上积聚并改变芯片行为。另一方面,如果饲料太高,芯片可能变得过于压缩,这可能导致高压和刀具破损。
切割速度也在芯片控制中起作用。它的效果比饲料更小,但是当进程的其他更改不成功时,可以是一个选项。太低的切割速度可能是对芯片控制的损害。BUE效果可以使芯片几何形状无效,或者切割区中的热量太低,其不会将材料转变为更易碎的相位。使用太高的切割速度可以使切削刃变形并完全改变芯片控制行为。
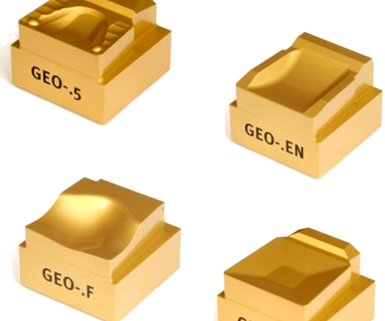
开槽工具与车削的不同之处在于芯片离组件只有一条路径。芯片的控制几何形状必须同时减小芯片的宽度和卷曲度。
当其他选择失败时,编程改变仍然可以帮助芯片控制。开槽时,可以加入速度pecking。在这个过程中,要有意地把山口分成更小的坡口。例如,开槽工具在大约0.015英寸的位置插入工件材料。每次插入时,刀具缩回进给速度的一半,并移动到下一个深度。快速演替中的啄食并不显著增加循环时间。
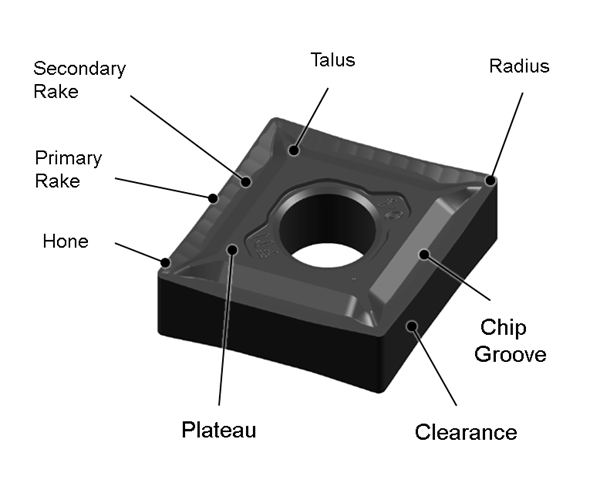
Chipbreaker术语
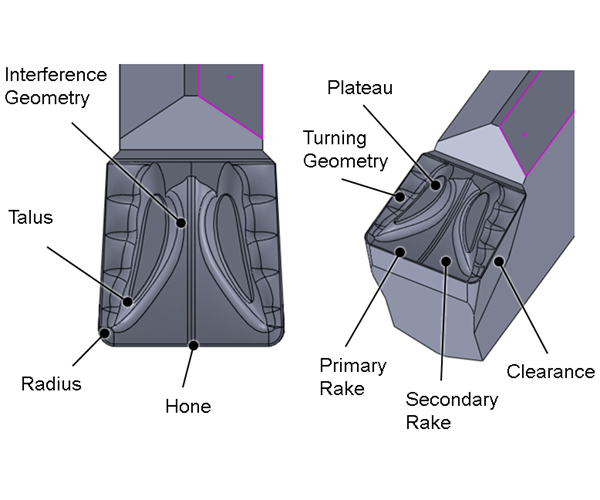
理解功能芯片几何的术语和重要特征可以帮助学习芯片控制的进进出出。
干涉几何:压槽压入或磨成能使切屑起皱的凹槽的嵌件的形状这种形式用于开槽,以确保切屑的宽度小于槽的宽度。
岩屑:朝向工具的半径延伸的突起,该突起可以使芯片的流程重定向回到材料。距骨不能与切削刃相交,但越近,最小深度能力越小。
磨练:保护切削刃不受损坏,同时也能起到剪切材料的作用。刀口的大小决定了刀口处的压力。
高原:插入平台的高度超过切削刃的高度将决定断屑器的表现。通常,一个浅平台是为短的切屑材料。
主要耙子:这个角度正好位于磨刀的后面,它定义了几何形状的切割程度。更多的延展性材料,如铝,受益于高前角,因为增加剪切压力。一个高的初级耙等于一个更锋利的工具。
二级Rake:该角度定义芯片的卷曲。更积极的次级耙子导致更深层次的整体膨胀机深度和更严格的芯片控制。次级耙子从切削刃延伸的距离确定芯片在击中高原和改变方向之前可以流动的长度。
间隙:高间隙角度也将在延性材料中更有效地剪切材料。高间隙角度也使工具锐利,从而限制了最大馈送。
芯片槽:在插入物上的功能可以指导和/或改变芯片的形状。标准ISO旋切刀片在芯片术语方面遵循许多相同的约定。芯片槽越窄,芯片越紧。每个芯片槽的设计是卷曲和打破芯片,但不过度压缩它。
形成:在成形操作中,切屑是沿着垂直于进给方向的工件上的剪切面产生的。切屑沿刀具切削面移动(正交切削)。与单点车削不同的是,被切割的是多个特征,但刀具的切削面在不同的时间啮合。
扩孔:像成型一样,拉刀由间隙角和面角组成,它代替了前角。切屑形成于拉刀的点/齿上,沿着拉刀的表面运行,并向孔的底部(用于内拉)或工件的背面(用于外拉)卷曲。
成型
开槽
把
相关内容
切削长,细长的零件,有严格的公差
以下是一种近似和细长的螺丝机生产的最古老,最有效的方法,具有近径公差和饰面,或需要真正的球形半径的零件。
制作微型线程
微线的生产可能具有挑战性,但使用最合适的特定应用程序的工具可以简化任务。
插入涂层工艺和材料的指南
很少有材料比硬质合金对我们的经济和工业文化产生更大的影响。