


从工装上取下热量


.jpg;width=70;height=70;mode=crop)
分享
随着现场加工在许多数控车削中心变得越来越受欢迎,使用密封轴承性能的工具正在成为一个挑战的商店,生产的组件在大量或长周期时间。
最常见的活模具设计使用密封轴承,可能被污染或过热,在沉重的,重复使用。这可能会降低加工精度,降低工具的使用寿命,并导致频繁和昂贵的维护,降低生产力。


本文介绍了两层故事,其中一个来自微修饰(Tempe,Ariz。),另一个来自Buku Performance产品(Gambrills,MD),其中两家公司都转向了Planet Products Inc.以解决实时工具的问题。
冷却剂喂养轴承
“如果一个车间生产高周期或高产量的产品,那么热增长通常会发生在工具头部,”迈克·汤普森说,他是微电子公司(Micro-Tronics Inc.)的车床主管,该公司是一家为航空航天和汽车行业生产金属阀门和相关产品的精密机械车间。
在使用带有密封轴承的直播工具的同时,汤普森先生经历了热生长,导致偏移偏差,对工件公差产生不利影响。在另一个例子中,在轴承密封失效后进入和污染工具头轴承的金属芯片。
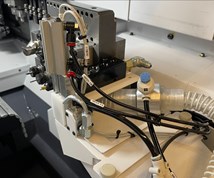
为避免此类问题,微生店最近获得了一款独特的刀架,适用于所有新车床的刀架 - 一个带有冷却剂的刀具,或外部冷却的,外部冷却的轴承组件,来自Planet产品公司的行星产品开发了一种现场工具设计炮塔车床应用,使用过滤机冷却剂的连续流动润滑和冷却轴承,消除了许多现有的失效模式。
与传统轴承不同,冷却剂喂养轴承不依赖密封完整性或润滑填料来保持轴承正常运行,即使在压力条件下。相反,过滤后的冷却液用于外部冷却和润滑活动工具和工件,直接流经工具,保持轴承的冷却和保持精度。
相反,传统的模具设计是为了防止冷却剂接触轴承,因为一旦冷却剂接触轴承的润滑脂填料,就会形成污泥,阻碍轴承的功能,最终导致故障。
汤普森说,在某些情况下,当轴承密封失效时,工件上的金属刨花等异物会接触到轴承并导致故障。通过外部冷却和润滑冷却剂供给轴承的设计,这种危险实际上被消除了,因为冷却剂会从轴承总成上冲洗掉任何金属碎片或其他污染物。
超速直播工具头
Buku Performance Products (Gambrills, Md.)是一家小型企业,专门为无线电控制车辆生产售后高性能组件,一直在寻找提高效率的方法。
当Buku公司的首席执行官Dave Maslar听说Planet Products公司为他的转塔车床模型提供了一种超高速的现场加工头时,他决定看看这种头是否能使Buku公司的操作提高铝部件的生产能力。这些头的特点是一个齿轮上升比率,允许工具旋转比一个炮塔驱动器更快。这种增加的速度,加上冷却剂供给轴承的特点,有利于车床操作的高周期,大容量的要求,使他们加工部件相当快,增加了工具的使用寿命。
“我们直接竞争位于低成本环境的海外制造商,因此生产成本始终是我们的担忧,”马斯拉尔先生说。
“我们的循环时间约为6 1/2分钟,其中超过4分钟在加工铝和切割深槽时持有3/32终端磨机,”马斯拉先生说。“我机器上的现场工具炮塔限制在5,000 rpm。这是生产这些组件的时间的限制因素。因此,过快的速度似乎是解决这个问题的好方法。“
通过使用过快的头,Maslar先生能够减少20多分钟的循环时间。即使循环时间对工具的重量需求放置了较大的需求,维持刀具切割可靠性和准确性。
“轴承快速运行,他们长期运行,”马斯拉先生说。“但是,冷却液润滑轴承,消除了我们本可以对这种时间量过度的担忧的任何担忧。”
他补充说,当轴承进行外部润滑和冷却时,如使用Planet Products超速工具,轴承的公差可以更紧,这改善了轴承的跳动特性。
马斯拉尔说,如果轴承所在的工具要运行很长时间,那么制造轴承的紧度是有上限的。然而,他经历了一个显著的改善,在跳动,他归因于主动,外部冷却和润滑的轴承在工具头。
他说:“这是一个非常重要的结果,因为我正在运行一个3/32英寸的三槽立铣刀,每转给料量分布在三个切削齿中。”“即使是最轻微的跳动也会导致一颗牙齿大幅度的过度切削和磨损更快,工具也会比正常情况下损坏得更快。从工具成本来看,这可能不是什么大问题,但从停产的角度来看,这可能很昂贵。到目前为止,我们还没有损坏过一台立铣刀,这反映了单台立铣刀切割时间为20到30小时。”
他补充说,虽然Buku的操作是切割铝,但是切割硬质材料的商店应该对工具跳动改进具有更大的欣赏。
在微纹理和Buku性能产品问题的情况下,行星产品的现场工具设计在公司的流程效率方面取得了差异,这反过来又节省了时间。
相关内容
长条和短条给料机的选择
对于许多商店来说,该决定归结为4英尺或12英尺的杂志式拨水器。以下是一些选择它们之间的指导方针。
酒吧给料机基础
一些主要的因素经常被忽略,当考虑如何证明实施一个条形给料机的车削操作。
当线程铣削有意义时
穿线工件是每个制造工程师所获得理所当然的基本金属加工过程。








