


分享
满足医疗零件的严格质量完成要求可能呈现并非每台机器最多的挑战。
随着对医学进步的需求继续加速,这主要是受人口平均年龄增长的推动,医疗领域的制造商面临着跟上步伐的挑战.虽然这些制造商可能会很自然地被新开发的机器所吸引,以满足客户更高效地生产复杂部件的需求,但他们不应该对一台经过时间证明自己的机器所产生的结果感到惊讶。
制作医疗零件机器
Bumotec是加工中心,铣削和转移机的制造商.它落在了下面Starrag集团自2001年以来,美国销售办公室就一直设在肯塔基州的希布伦,拥有约35名员工。



Bumotec是集团八家核心公司之一强烈关注医疗和微机械部件。它最初是为钟表行业服务的,后来扩展到其他行业的类似部件。无论是高混合/低产量还是连续生产,这些部件通常都是高价值的,并且涉及小而复杂的形状。
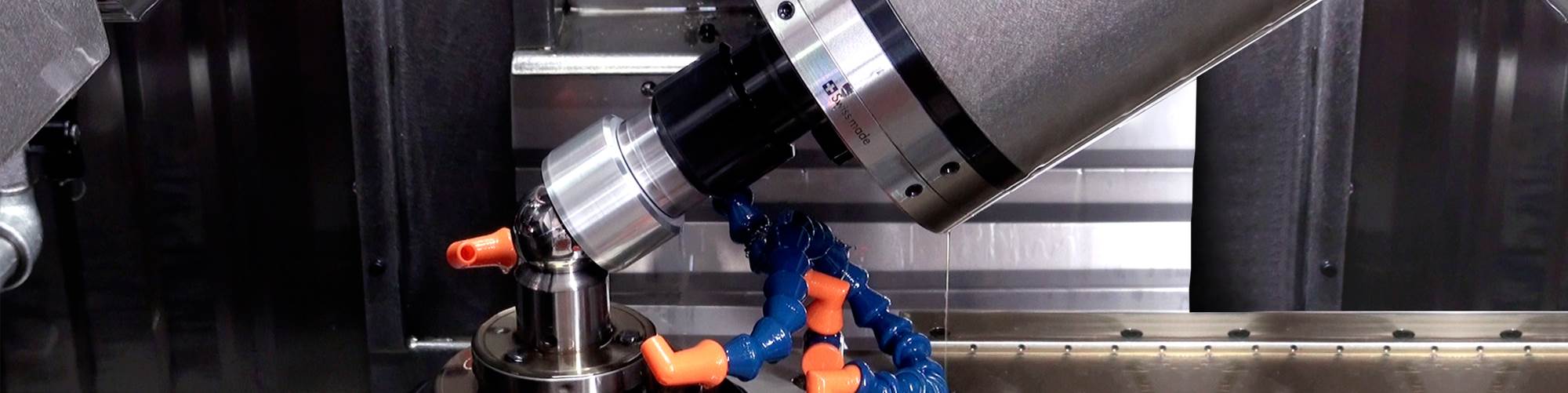
Bumotec的FTLs191-RP高精度铣切机(简称s191)是该公司长期以来的旗舰机器,旨在从棒材交付成品零件,并已证明在医疗和微型机械零件以及半导体、军械和其他复杂的微型部件(如钟表行业的那些)上取得了成功。这是一个看如何机器已经获得流行的生产股骨头部分为一些医疗制造商。
“从棒到盒”零件的生产

FTLS191-RP Mill-Turn在单个处理中从杆到盒子提供高精度的医疗和微机械零件。
S191是在15年前开发的,以处理复杂的形状,该形状包括地面完成或尺寸公差到四个小数位高值部件。它通常用于较难的材料如钛、沃斯帕洛伊、陶瓷、玻璃、石英、铬镍铁合金和不锈钢。这台机器标准配备了一个推杆,但在美国,最常见的设置是bar feeder和切屑输送机。也可以使用托盘装载机。
该机床突出的优点之一是重取单元,它是一个完整的副主轴,可作为滚转工位,允许在水平或垂直位置进行加工。
虽然它是一个七轴机床(与五轴同时加工),它是独家与Fanuc 31i-B5控制,简化操作.该公司认为这台机器是全球性的,所以它已经在这台机器上制定了FANUC控制标准,因为它的国际熟悉程度以及它在精密零件生产中处理每一个运动轴的能力。
直线电机,直接驱动扭矩机的特点是25马力的主C轴,15马力的B轴,和12马力的重取(它在两个地方使用滚珠丝杠在OSHA安全,但只用于定位,而不是加工轴)。重取主轴与C轴一致,并具有几乎相同的力。但一旦它从C接收工件,它可以重新定位,以垂直工作的部分。

该机器具有固定单元 - 作为翻转站的完整子茚,允许在水平或垂直位置加工。
另一种选择是安装在相对主轴旁边的两爪虎钳,也可以用来抓取工作。如果对方的主轴不需要车削,虎钳可以把零件从截止,重新定位,并保持它的铣削工作。
大多数机器是基于夹头的,被销售为栏送铣刀解决方案,但它们也可以设置为原始空白。它们可以使用32毫米至65毫米的条形直径。Bumotec与之密切合作Hainbuch和其他快速更换解决方案的供应商,消除了制造和装载夹具的需要。快速设置和转换允许机器很好地适应高混合,低量,原型环境。
夹套系统提供的灵活性,以及公司所推广的“从棒到盒”的生产能力,满足了客户的需求,其中许多都有ISO医学认证和/或FDA认证。它们要求能够显示一个已建立的过程,该过程可以在多台机器之间转移和重复,并且在单个平台上从设置到转换都具有一致的精度。
该机床还具有测量功能的工具更换。

工具转换器可以容纳多达三层,每层有30个工具。
包含雷尼绍技术, OMP400光学探头测量零件,TS27R触点刀具设置探头检查刀具的长度和直径是否断裂。这是一台紧凑的机器,但在1万磅时仍具有良好的刚性。标准主轴转速为30000 rpm,带有40000 rpm选项,线性驱动器提供1.2 g加速度。使用婚礼蛋糕风格的3层旋转木马,工具更换器可以容纳90个工具(每盘30个)。
如何机器股骨头
当s191被用于不同行业的一系列复杂部件时,一个应用程序很好地展示了它的全部功能。在髋关节置换手术(用于缓解关节炎疼痛或有时用于治疗髋部骨折)中,股骨上端(大腿骨)的球是用假体置换的。Bumotec专门从事用于生产股骨头等过程的机器改造,并为需要这些部件的医疗供应商找到了一个很好的市场利基。
据该公司称,它为这些部件开发的交钥匙工艺与过去的生产方式不同。它利用重取单元在工作区操作零件,将其从棒材到成品,包括车削、铣削、磨削和超精加工。股骨头部分家族包括三种不同的大小,由铬钴棒生产。不同的棒柄直径和夹套用于适应不同的零件尺寸,但程序和工具保持相同。砂轮也可以调整,从28毫米到35毫米。

股骨头由铬钴棒制成,需要车削、铣削、研磨和超精加工。
在零件的生产过程中,第一工位,主主轴,处理内径,面和外径的初始阶段。然后,副主轴接收带有的零件奥特夹头,主要为薄壁工件设计的夹头品牌允许钳位ID或OD。对于股骨头的截止操作,它通过在ID上扩展而夹紧。在这个阶段,切割部分的球体,从水平位置开始(为了更好的切屑清除),然后旋转到垂直。采用三个不同的研磨轮粗磨,然后抛光和超级饰面工作在机器上完成零件。
零件的饰面是4微米,完成约12分钟。机器的实际价值在生产股骨头等零件中的自主性质中。该计划已写成。一旦棒装入后,机器的监督很少。只要材料可用并且在工具刻器中保持新的工具,机器就可以继续无限期地生产。刀具刻录器位于工作区外,因此可以在该过程的任何阶段更改工具。
随着机器无人看管的情况下,运营商可以重新批准在白天做其他事情。他或她可以同时运行三个或四台机器,也可能涉及其他项目。交钥匙机可以提供一种需要很少监控的强大,可重复的过程。当它击中地板时,它立即制作零件,并且可以轻松地将良好的过程轻松转移到其他位置以进行过程重复性。
相关内容
车削机床上Y轴的演变
大约在1996年引入车铣机床设计,Y轴首次用于单主轴、带副主轴的铣削车床上。CNC上Y轴的想法源于极坐标插补的质量限制和编程的难度,而不是人们通常认为的控制或伺服电机技术的电子进步。
车削/铣床多任务处理技术的发展
车铣已经从几个活的工具在一个图灵机中心转塔,发展成为真正的多任务加工。
硬车削的工具
硬盘不难做。但是,它确实需要了解过程动态和涉及的工具的系统方法。本文介绍了正确的准备方式如何提供一致,可预测的硬盘结果。








