



分享
看到机器商店中使用的激光器并不罕见。示例包括用于测量和校准机床运动系统的激光干涉仪;和激光刀具设置系统测量机器上的工具并检测损坏的工具。
最近,激光技术已集成以测量一些学员的精密工件(a联合磨削品牌)外部和通用磨床机型。在过去的10年里,公司一直在开发这种技术,它用于实验测量磨轮。2020年实现其磨床的潜力学员而激光制造商添加了适用于研磨的改进镜头和其他必要的设备,最后推出了它所谓的LaserControl - 机器集成激光过程测量技术。



LaserControl提供许多优点,如精密工件测量,降低生产成本,提高测量各种零件尺寸的能力,提高了部件质量,采用了记录所有测量的软件。此外,如这些的系统通常易于使用和生产数据而不是模拟对应物更快。此外,激光测量是一种非接触式测量方法,因此它不会损害测量的材料。当没有接触时,没有磨损或损坏,包括测量装置本身,例如在模拟系统上使用的探针或触控笔。
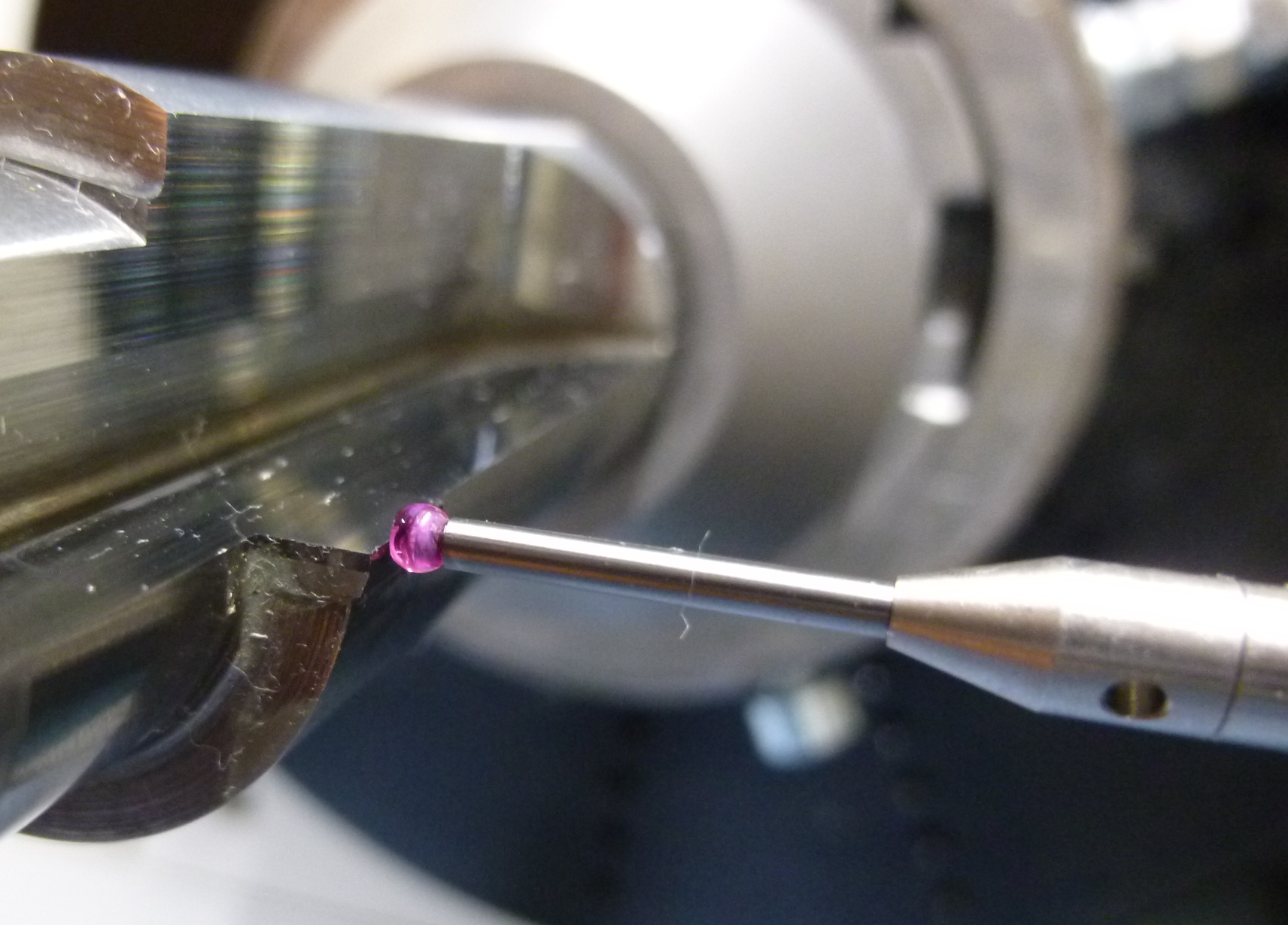
形状类似于在其侧面定位的字母“U”,通过激光发射器和接收器在开口结束上朝向彼此面对(见下面的照片),激光计连接到研磨机转塔轮向上,从而在X和Z轴上移动。它通过移动机器的X轴和当机器磨削时索引来实现位置。激光头在部件上移动到用于测量的位置,直到通过部分的周边断开激光束,从而占据第一侧的测量并注册开始信息。激光头继续在零件上前进,直到激光束超出零件并且不再破碎。然后,这提供了有关零件大小的信息。(机器的高分辨率线性玻璃秤测量从测量光束中断到未中断的测量光束的距离。)测量在操作员屏幕上的表中注册。

形状类似于在其侧面定位的字母“U”,通过激光发射器和接收器在开口端彼此面对,激光计附接到研磨机转塔轮头,从而在X和Z轴上移动。照片积分:美国联合磨/学员
测量过程可以在10到60秒的任何地方需要,具体取决于零件的尺寸和所采取的测量类型。该系统具有+/- 1.5微米的可重复性。
虽然广泛地,用于系统的用户友好的学员软件程序使磨削机器操作员能够轻松测量编程,不需要太大技能。该软件在每个测量周期后自动记录测量值,数据可以将数据导出到电子表格以进行进一步评估。如果需要,可以打印出数据。
以下是一些关于Studer LaserControl的关键点,在决定该技术是否有利于您的应用程序之前有助于理解。
不像典型的过程中的手动系统。在机器切割/研磨时,许多过程测量系统将测量。然而,LaserControl的闭环系统在发生研磨过程时不测量,而是在研磨后或在研磨过程之间进行措施,当在一个工件上进行多次测量时中断研磨。通过暂时停止研磨,避免了磨削流体和不适合激光的乳液。为了在测量之前从工件中清洁冷却剂,芯片和其他加工残留物,LASERCONTROL在测量之前立即将其与集成的空气喷嘴一起使用的吹气系统。
旨在测量多个直径尺寸和复杂部件。由于系统连接到砂轮转盘上,因此它可以在工件周围移动。因此,它旨在测量外径小
探测是磨削机中的测量选项,但过程风险损坏探头和工具的切削刃。
为1毫米至100毫米,以及复杂的部件。典型测量不仅包括大而非中断的工件直径和长度轮廓,而且还包括具有花键或凹槽的轴的直径,切割工具和刀槽的轴。
非常规设置。不像其他Gagal Systems,这种激光测量系统不需要机械设置。机器操作员告诉系统的程序,该程序通过机器控制点测量工件。因此,操作员可以将机器编程以测量数据收集所需的工件的任何点。与传统的物理设置相比,这种简单的设置节省了时间,这些物理设置通常需要更繁琐地设置在将测量的直径或长度上的量度或长度。
特别适用于测量OD上的切割工具。虽然LaserControl对许多研磨应用具有许多益处,但它不是为每个工件设计的。例如,它无法测量ID,并且对于大批量生产并不理想,因为即使是这种机床测量过程也会减速循环时间。然而,在具有高精度复杂性的非常硬的材料切削工具上非常适合OD测量。航空航天零件常用于这种类型的测量系统。
联合磨练/学员|gringing.com.
相关内容
无心的磨削实现精密圆度
了解无心磨削的基础知识是使其在您商店成功运行的重要一步。
带有多主轴珩磨系统的“洞”新的Ballgame
自动化珩磨过程是具有亚微米精度的高批量精密孔的关键。
金刚石研磨和研磨板控制
“钻石”这个词带来了“昂贵的”这个词。但是,当谈到与钻石超级制剂的研磨时,在较低的浆料消耗中开始思考“低” - 每小时较低的浆料成本,较低的污泥,下循环时间,较低的拒绝率和更少的工艺步骤。








