



分享
在过去的两年中,B & J专业已经习惯了在会议结束后让客户感到有点紧张。

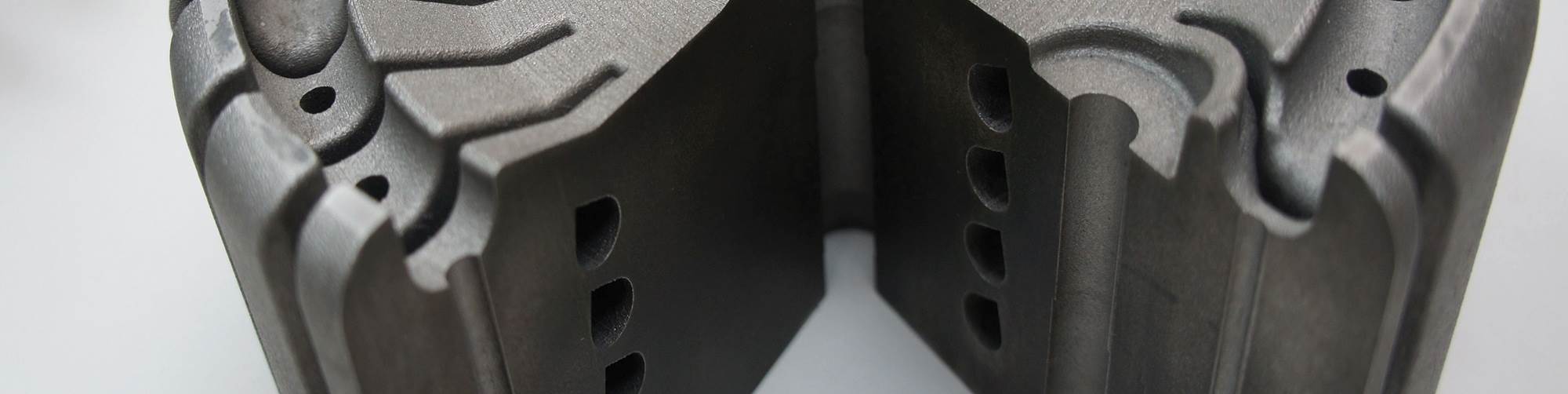
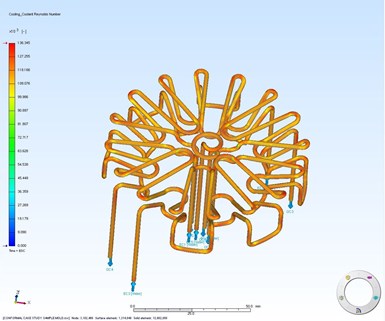
在第一张图片中,3d打印的金属插入物(仍需完成)被一个由3d打印的塑料模型所代表的蛇形水道网络冷却。从演示部分上面的剖面图也揭示了易于打印的泪滴形通道。
这是没有担心的北印第安纳塑料注塑模具制造商。设计工程师加罗德·劳奇(Jarod Rauch)就是这么说的。他在该公司推动金属3D打印成为数控加工的替代品方面发挥了主导作用。他继续说,教育是消除恐惧的良药,而B & J完全有能力证明新方法的优点。无论如何,震惊的表情和怀疑的摇头越来越少,因为更广泛的态度改变了。他表示:“我们看到,越来越多的大公司希望这样做,而不需要像我们这样的制造商出售产品。”


增材制造在塑料零件成型中很有吸引力,因为它有利于保形冷却。这是印刷带有水线的模具镶件的做法,符合腔壁的轮廓。与传统的直孔相比,这些蛇形通道将水从熔化的塑料池的边缘以恒定的距离汇聚,从而更均匀、更快地冷却部件。3d打印镶件对于具有薄结构、紧角和其他热点几何形状的零件特别有用,如果没有翘曲、下沉痕迹或其他缺陷,这些零件将很难或不可能模具。
如果该模具制造商在保形冷却方面的经验是任何迹象,数控加工企业追求其他添加剂的机会可能也会发现自己的思考更全面。
结果由B&J报道表明形冷却罐速度注入由35%至50%模制周期。无论客户对移动处理和材料的担忧,这种收益已经越来越不可能的,因为店里的粉末床熔接机2017年的投资,不容忽视。“我想说的是,在未来5年里,几乎所有的模具,我们构建将与形冷却通道的3D印刷插片,”劳赫说。
然而,他强调并不是所有的共形冷却模具都是一样的。在购买新的添加剂机大约一年后,博杰又迈出了新的一步,增加了模流模拟软件。如果不能模拟水是如何通过管道流动的,优化冷却电路的几何形状将会更加困难。因此,要确定效率的提高是否真的值得变革的成本。模拟也已成为教育新客户的关键工具,其中一些使它成为奖励工作的真正的试金石。
Rauch先生说,Cimatron软件中的专用工具有助于加速共形冷却电路的设计,但没有“按钮”方法。每一个扭曲和转弯都必须仔细绘制,以确保紊流——这是区分一个共形冷却模具与另一个的关键因素。
劳奇说,当他22年前开始在B & J工作时,他从未想到自己会投身计算流体力学(CFD)领域。如果这家模具制造商在保形冷却方面的经验是任何迹象,数控加工企业追求其他添加剂的机会可能也会发现自己的思考更全面。这不仅适用于3D打印不熟悉的方面,而且适用于整个过程的更广泛的背景。
思考未来
普通的过路人可能会对B & J 27,000平方英尺的工厂里的先进制造技术感到惊讶,它在诺布尔县的玉米地里脱颖而出。20世纪70年代,这家公司从一间车库里起步,它的增长至少部分归功于它愿意甚至承诺在追求新机遇的过程中扩展核心专业技能以外的领域。B & J医疗(B & J Medical)的存在就足以证明这一点。B & J医疗是一家占地5.4万平方英尺的独立机构,专门加工医疗部件。

瑞士型车床的行翻腾出在B&J医疗紧公差组件,位于该公司的模具制造工厂只有几英里。总体而言,企业拥有员工200余人。
那么,该公司最近在添加剂制造业投资。在这种情况下,然而,这个过程是全新的,这家商店以及为OEM厂商和习惯于传统的CNC加工插入模塑商。利用新的金属打印机,3D系统一个DMP PRO X 300,将需要新的教育成为教育者自身。
“(模拟)让我能够以黑白的方式呈现内容,这样他们就可以直接看到如果他们决定做出改变,将会发生什么。——Jarod Rauch, B & J Specialty
由于没有仿真软件或成功案例可供兜售,这家店同意为一位长期信任的客户打印旧的、传统加工的镶件替代品,只是为了证明这一点。正如预期的那样,保形冷却将注塑速度提高了30%,同时也提高了零件质量。现在,几乎所有为该客户生产的模具都包含3d打印的镶件。
然而,几乎所有客户的模具也包含cnc加工的镶件。劳奇说,除其他因素外,设计时间、材料成本和打印机本身的时间都推高了加成率,高于数控加工的加成率。即使有了正确的几何形状,也需要仔细注意优化冷却电路,模拟是做最好工作的必要条件。“优秀的设计师可以设计出一款一开始就表现出色的产品,但我们希望提供那种‘哇’元素,”劳赫说。“如果你没有模拟,你就是在黑暗中进行设计。”
搅动它
塑性流动模拟通过提前揭示零件几何形状冷却最慢的位置,帮助确定3d打印插入件的潜在位置。塑性流动模拟也可以用来比较3d打印的镶件和加工过的镶件。

像这样的大型塑料注塑模具通常分为镶件。只有问题区域需要3d打印插入,因为这一过程仍然比数控加工更昂贵。
CFD模拟工具更重要。由于更复杂的内部设计,对于保形冷却的模具设计阶段可能持续数周,与只有天加工刀片,劳赫说。到时候CAD文件导入到3D Systems公司的Cimatron等软件为形冷却回路的设计,压力开始生产可能会很激烈。这些模拟帮助速度通过示出的水的方式如何流过电路会影响模具冷却处理。
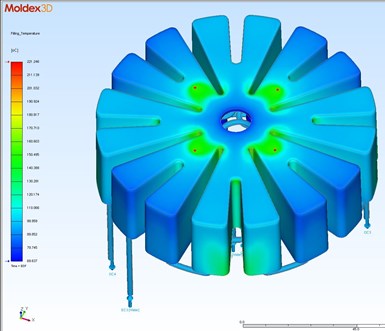
Moldex3D的示出了保形冷却回路将如何影响熔化的塑料。图像:B&J特长。
最重要的是,CFD分析是确保通道几何形状有利于湍流流动的关键。Rauch先生说,湍流是将一个共形冷却的模具与另一个分离的主要因素。从本质上讲,这样做的目的是在喝咖啡之前达到搅拌咖啡的冷却效果。根据MoldEx3D的CFD模拟工具提供的雷诺数,测量共形冷却通道内的湍流水平。
“有一个很好的理解流体动力学是至关重要的,当设计最佳适形通道。”- 贾罗德劳赫
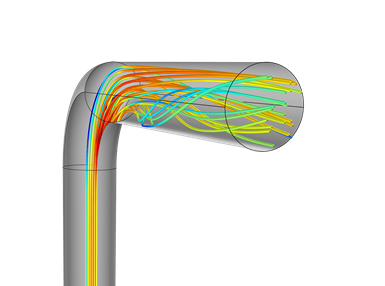
MoldEX3D显示了冷却回路中不同点的水的雷诺数(湍流度)。图像:B&J特长。
他解释说,雷诺数越高,流动就越剧烈。也就是说,当水通过蜿蜒的通道时,会产生搅拌,产生一种混合作用,防止水流的外部部分过热过快。在雷诺数较低的情况下,流动是层流:即直线而平滑,就像水从水龙头流出一样。当水进入嵌件时,从层流到湍流的转变越快,熔融塑料冷却得越快、越均匀。
各种信道几何形状的调整可以帮助实现这一目标。“增加功能,如螺旋和扭转的椭圆通道,在实现高速和紊流所有帮助,”他说。“这就像一个花园软管。如果它笔直布局,走出另一端的水将最有可能有层流。但是,如果你和线圈捏软管,流将过渡应运而生动荡。
一个蜘蛛网般的共形冷却网络的每一个曲折都精心设计,以确保管道壁加热的水与溪流内部较冷的水混合。湍流越大,雷诺数越高,冷却速度越快、越均匀。图像:B&J特长。
“在设计最佳的保形通道时,对流体动力学有良好的理解是至关重要的,”他继续说。“例如,如果你在州际公路上以每小时80英里的速度行驶,你不减速就无法向右急转弯。但如果你走出口匝道,你可以更好地保持速度。这与共形冷却过程中需要发生的方向变化类似。”
仿真还有助于确保电路中某一点的几何变化在其他地方得到适当平衡。他解释说,大量不同形状和直径的隧道可能导致压力下降或峰值。这可能会在成型过程中产生热点,从而导致零件缺陷。他把这种效果比作“一座老农舍,厨房的水龙头很好,但浴室里没有水压。”
证明出来
保形冷却的成功已经不仅需要得到的添加剂制造,教育也成为添加剂制造教育家当客户望而却步。

像这样深而薄壁的几何形状是适形冷却的理想选择,如果没有它,这个功能可能会被塑造成更昂贵的铜镶嵌而不是钢,以更有效地散热。
这主要是因为保形也冷却的好处取决于客户的行为,劳赫说。例如,不同的内部几何形状可能会留下共形冷却插入件比机械加工的一个较不健壮。时常地,冷却通道位于仅在模制表面下方几毫米。这使得清洁或其它护理尤为重要时小心搬运。
另一个潜在的问题,扭转内部通道内积聚,可以通过用酸溶液冲洗刀片来补救。此问题也可以通过定期进行流量测试作为日常维护的一部分被阻止。水质是出于同样的原因至关重要,所以公司建议闭环过滤系统。
所有这一切都仅仅是由客户。然而,仿真软件已被证明是一个仍然至关重要的教育援助,劳赫说。
首先,它毫无疑问地证明,对模具性能的根本担忧在很大程度上是没有根据的。像H13工具钢这样的材料,无论它是锻造的还是从粉末床上凝固的,其寿命都一样长。烧结金属也可以很容易地进行热处理,并且在精加工或电火花加工后也同样光滑。当镶件磨损时,它们可以焊接修复,就像它们的锻造同行一样。
另一方面,在屏幕上看到结果可能会动摇那些已经相信保形冷却的优点,但仍担心改变维护程序的人。Rauch先生说:“我们能够说服他们的最好工具是我们自己的案例研究,以及我们的模具流动模拟和CFD分析工具。”“这让我能够以黑白的方式展示东西,这样他们就可以直接看到,如果他们决定改变,将会发生什么。”

3D金属打印机主要由劳赫先生操作,它被安置在自己的温控房间里,需要小心,以防吸入金属粉末。虽然加法制造对于一家主要专注于数控加工模具和医疗部件的公司来说是一条学习曲线,但在这种情况下,投资证明是谨慎的。








