



虽然文章中描述的部分无法拍照,但在下一张照片中可以看到东北激光和电解抛光公司为其两台瑞士激光型车床(如图所示)所进行的工作。激光切割头的增加将安装巩固的好处扩展到微小、复杂的特征,更适合清洁、非接触的过程,不会对工件施加压力。(照片由东北激光电抛光公司提供。)

这里有一个例子,东北激光和电解抛光所追求的两种激光瑞士瑞士型车床。

尽管该店的第一台金属切削机呈现出学习曲线,但自2014年安装以来,编程和安装速度显著加快。(图片由东北激光和电抛光公司提供)。

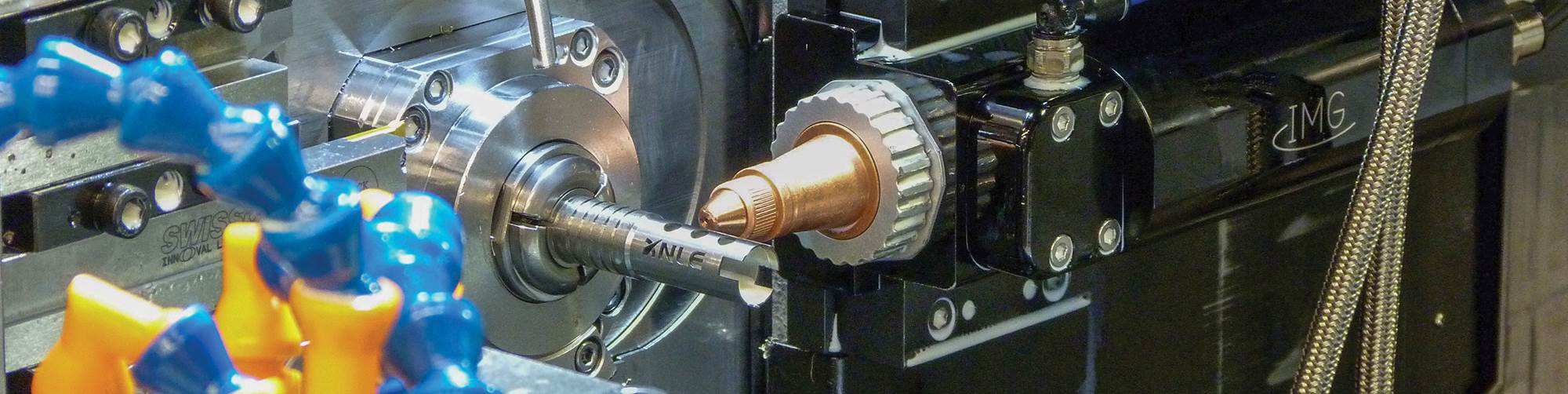
这是一个在津ami/REM销售公司的瑞士激光机器上生产的零件的例子。在薄壁管中,拼图切割,螺旋,长窗和槽,以及其他这样的特征,传统上很难或不可能加工。
分享
在正确的应用中,集中光束可以做很多机械切削工具可以做的事情,甚至更好。在加工过程中,在没有物理压力的情况下,激光切割的金属是精确定义和干净的,光束可以聚焦到极窄的光斑尺寸,以实现微小的特征和紧凑的角落。除了没有引起抖振的振动外,激光切割往往比机械加工以及电子放电加工(EDM)等非接触加工要快。总之,这些和其他特性使得这个过程对精细、高精度的工作特别有用,尤其是手术工具和植入物。
这并不是说激光切割总是典型医疗部件的最佳选择。也就是说,将一台机器安装到精密、灵活、高产量的机床(比如,瑞士式杆式车床)上,就可以在一次安装中快速、大批量地完成大量此类工作。副总裁格雷厄姆•诺克(Graham Noake)表示,这正是津ami/Rem销售公司LaserSwiss生产线等机械产品背后的理念。供应商没有料到的是,从未购买过生产金属切割机的制造商的兴趣水平。



具体来说,制造商如东北激光和电抛光,一个门罗,康涅狄格州的专家在激光切割,焊接,标记和雕刻以及电抛光和钝化。自从2014年安装了第一台LaserSwiss以来,这家占地3.5万平方英尺、拥有150名员工的公司改善了对现有客户的服务,同时也为原本可能不会考虑的工作打开了大门。
与此同时,这种混合技术还在继续发展。Noake先生说,最新的LaserSwiss机器有激光焊接头和激光切割头。与此同时,据报道,其他设计上的改变使得该技术在不影响性能的情况下更容易使用。
进入金属切割领域
对于东北激光公司来说,这台新机器最新颖的地方不是增加了一个激光头。毕竟,激光切割充斥着槽、螺旋、沟槽等微小部件是该公司的核心竞争力之一。更传统的金属切削能力——那些更适合于减小直径和创建不穿透工件表面的盲孔等操作的能力——呈现了一个重要的学习曲线。产品开发经理Dave Hornak说,选择工具和参数,开发CAM程序,设置棒料送料器,导向衬套和夹头,这些任务对车间团队来说都是全新的领域。
然而,学习曲线并不是太陡峭。生产经理杰夫•鲁特(Jeff Root)表示:“我们在地板上工作的时间越长,我们得到的服务就越好。”他补充说,来自Tsugami/Rem Sales的培训和支持至关重要。从那以后,工厂安装了第二台机器,功能与第一台相同。他说,利用新功能的机会并不少。“我们有机会做一些一开始无法尝试的项目,我们已经能够在几天内完成一些原型订单。”
Hornak先生说,由于供应商在应用方面的专业知识,在做出决定后的几周内就将第一份工作投入生产。这些小的管状医疗组件在到达工厂进行激光焊接和钝化操作时已经全部加工完毕,质量问题和生产延迟等问题都来自上游供应商。在医疗行业贸易展上看到LaserSwiss的实际应用后,管理层看到了一个机会,不仅可以解决这些问题,还可以通过在一个地点完成所有工作,为重要客户提供显著的额外成本节约。
做在一个
霍纳克说,在到达东北激光之前,第一部分零件曾在两家不同的供应商进行加工。执行大部分上游加工的车间已经外包了无心磨削操作,用于完成管道一端的轴承轴颈的回转。由于瑞士式车床(主要由滑动主轴箱和支持接近切削动作的工件的主轴导套定义的机床类型)的可重复精度,现在可以转动轴颈。外径周围的卡环槽也可以在精加工操作中以相同的流体顺序加工。同时,分布在两组刀架和前后工作站上的32个驱动工具的副主轴和槽,提供了在不将它们从机器上移除的情况下,对像这样的复杂部件执行各种其他加工操作的灵活性。
当然,这种激光对于最小、最紧实的特性是最好的,比如在外径相反的两边有两个0.090英寸的槽,以前是通过线切割的。像激光一样,电火花加工提供了一种特别窄的“工具”,在狭窄的角落和小的特征精度。然而,霍纳克说,激光更快,不需要电线或其他消耗品(这也是铣削、车削和钻孔的优势)。在与机械工具相同的平台上具有这种能力,也确保了相对于机械工具,激光切割特征可以精确和一致地定位。Hornak先生说,在这种情况下,通过电火花加工应用槽将意味着额外的时间和额外的处理,以确保相对于轴承轴颈和卡环槽的正确定位
零件切割是另一个例子。在此之前,该操作是通过电化学切割来完成的,这是一种设计用于精确、无毛刺边缘的工艺。然而,激光提供了同样的优势,与正确的参数设置,如频率,功率,气体压力和洪水冷却剂的自由应用,通过内径的管股,帮助保持内部飞溅。同时,倒角和精加工操作的管边可以执行相同的,无缝的顺序切断。(Hornak说,进行铣削的原因纯粹是为了美观,激光切割通常会留下一层氧化物,看起来与机械加工不同。)
东北激光每周可以生产大约2000个这样的零件,与车床的自动barfeeder方便长时间,大容量运行,很少人为干预。2015年,大约在该工作转入生产一年后,该车间获得了第二次机会,这一次是加工各种尺寸和配置的整个管状手术部件家族。这个新任务促使他购买了第二台机器。从那时起,该店已经为不同的客户完成了许多原型订单,并积极为这两台机器寻找额外的新工作。
焊接和超越
东北激光并不是唯一一家使用瑞士型激光设备作为EDM等工艺的安装巩固替代品的医疗制造商。诺克补充说,潜在的应用范围远远超出了医疗领域。尽管Northeast Laser利用其机器的5C夹头可以处理直径为3 / 4英寸的小零件,但机器也可以处理直径小至2毫米和大至32毫米的零件。他说,由于范围广泛,它们也可以用于汽车、航空航天或任何其他工作,这些工作可以受益于自动装管和高速激光切割复杂的、无毛刺的窗户和槽。
同样值得注意的是,激光切割并不是瑞士激光生产线上唯一可用的激光工艺。最新发布的型号也有激光焊接头,无论是单独或与激光切割头组合。诺克说,在瑞士型车床上进行激光焊接的过程基本上与在专用系统上进行焊接的过程相同。也就是说,吹走冷却剂和其他碎片,用惰性气体(通常是氩气)包裹零件,然后焊接。
诺克说,就像增加激光切割能力一样,当供应商在瑞士型车床上增加激光焊接时,医疗工作是他们的首要考虑。到目前为止,大多数应用都是将预制的尖端和插头焊接到管状部件上。医疗行业的客户也利用这种能力来帮助关闭管的末端。这一任务通常通过锻造完成,这是一种有效的冷成形工艺,但也会在材料中产生微裂纹。安装在瑞士的激光可以回流成型的材料,并关闭这些微裂纹。
队伍继续前进。“五年前,LaserSwiss的市场还不存在,”诺克说。他指出,最初对客户可能需求的功能和配件的“最佳猜测”已经让位于配置车床的更细致的方法。例如,可以选择标准的而不是过冷剂供应器,更宽的电源范围(200 W至500 W)和更高的最大辅助气体压力(350 psi,而之前为200 psi)。
至于东北激光,老板理查德·罗塞利说,即使没有焊接能力,这两台瑞士激光机器也做出了重大贡献。他说:“我们所在的康涅狄格地区已经不像过去那样是制造业的温床了,但我们能够繁荣发展。”“我们拥有优秀、合格的人才,我们广泛采用自动化技术以保持竞争力和确保质量。海啸正好符合这一点。”
相关内容
为今天和明天制造医疗设备
医疗设备设计和制造的变化速度非常快,这推动了对机床能力的需求,这不仅降低了今天的每件成本,而且可以打开未来生产新型部件的大门。
副主轴上的螺纹旋转
螺丝机械行业,毫不奇怪,是以制造螺丝起家的。当时,螺丝机被用来制造除螺丝以外的几乎所有东西——电子元件、航空紧固件、管道连接和数千种其他零件。
用于骨螺钉的六角孔成型
精密公差和高质量的表面光洁度是成功加工的关键。为了满足钛合金和不锈钢骨螺丝的这种要求,加工深度在0.080和0.150英寸之间,哈赛萨维奇公司(Turners Falls,马萨诸塞州)最近开发了一种分度拉刀工艺,使用瑞士型数控车床上的四点或两点冲床拉刀。








