


40米翼形部件的激光编码器反馈
大型机器旅行,长加工周期和变化的飞机制造精度要求需要采用机床位置反馈的非接触方法。

.jpg;width=70;height=70;mode=crop)
分享

今天为飞机生产的一些最大的加工零件要求机床生成器重新思考基本,并且一般未被覆盖,机器的组件。这是水射流机床制造商流动国际公司的情况。该公司是复合材料加工中心将Waterjet切割和常规铣削和钻井结合在一台机器中,为飞机生产40米长的复合翼皮。在这种长时间的机器切割部件上,流量发现磁带尺度无效,用于测量轴线,特别是长X轴。这些大型零件加工循环所需的长时间跨度的热变化可能太大,对于皮肤所需的精度太大。因此,代替固体鳞片,流动施加激光编码器从雷尼绍,它使用非接触式激光干涉测量法以精确测量在长距离内。
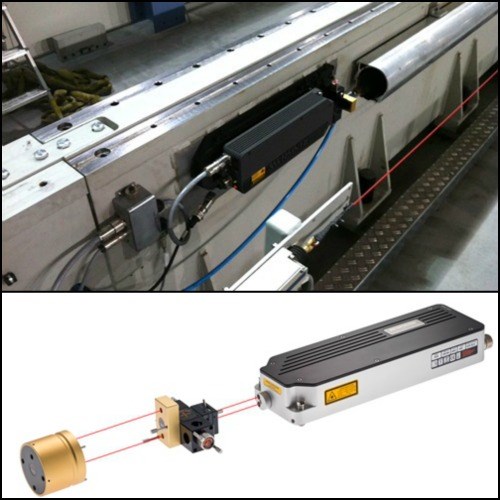
激光编码器系统使用干涉测量来实现跨长轴行进的精确的非接触机位置反馈。
Flow的航空航天总监Mark Saberton表示,翼皮有着精确要求,与过去的大型飞机部分不同。飞机制造商想要消除装配匀场。也就是说,“当他们到达装配地板时,他们希望零件达到容忍,而不是使用固定装置和垫片将零件带入组装耐受性时,”他说。消除质量是一个相关目标。“对平面零件的差异较少,确保更好地控制飞机的最终体重。”因此,机床定位的能力精确地将直接转换为更好的飞机。
仅靠部件的长度不是使挑战紧张的挑战。加工循环的长度也是一个因素。40米长的复合皮肤的加工循环可持续130小时。GUST的高级电气项目工程师TODD FUCHS表示,对于在机器上附着的物理刻度40或50米,即使在空调的植物中,也可以在那段时间内挑战热量补偿。“在机器的规模本身和基板的变化之间,变量变得过于复杂,”他说。The laser encoder system, which achieves accuracies measured in parts per million in part by using sensors to compensate for the thermal expansion of the machine structure along with changes in the refraction of the air, offers an easier way to obtain consistently accurate feedback the machine’s long axes.
相关内容
用于微机械线的换刀
选择合适的工具并将其匹配到正确的操作和流程技术,用于微机械加工应用程序对该蓬勃发展的市场成功至关重要。
瑞士型技术的进展
研发努力近年来导致瑞士型转弯的商店的效率更高,敏捷性和扩展能力。
冶金结构如何影响铝的可加工性
谷物结构一致性和机械性能的进步有助于使这款极具可加工的金属适用于不断增长的应用范围。








