How To Machine Composites, Part 4 -- Drilling Composites
Achieving acceptable tool life and hole quality in a material such as CFRP demands a drill designed with composites in mind.
.JPG;width=860;format=webp)

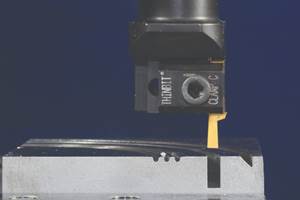
Here is an example of a drill designed specifically for composites. The patented point design shown here reduces delamination, splintering and fraying by reducing pressure on the material and reducing thrust and torque to improve cutting efficiency. The reduction in forces has the additional benefit of reducing the heat generated in the cutting area. Photos courtesy of Precision Dormer.
.jpg;width=860;format=webp)
.JPG;width=860;format=webp)
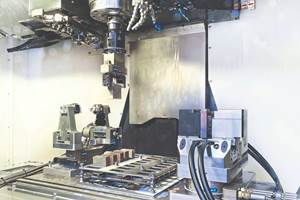
General Tool uses a drill such as this one to machine holes in composites undersize, then completes the hole through circular milling to ensure that exit quality meets the customer’s requirements.
.JPG;width=860;format=webp)
The splintering visible on these drilled holes illustrates the kind of defect that effective drills for machining composites are designed to minimize or avoid.
.jpg;width=70;height=70;mode=crop)
Share
Editors note:This is part four of a five-part series. You can find the links to the entire series below.
Part 1:Understanding Composites
Part 2:The Cutting Tool, Workholding and Machine Tool
Part 3:Milling Composites
Part 4:Drilling Composites
Part 5:Waterjet Cutting
Drilling tends to be the real challenge of machining composite parts. A drill cutting through a metal part simply has to remove the material and clear the hole. By contrast, a drill cutting through a layered composite structure is likely to push the layers ahead of it, producing unacceptable delamination on the exit side.
Earl Wilkerson is CNC programming and tooling supervisor for General Tool, a 240-employee contract manufacturer with considerable composites machining expertise. He equates a standard drill in composites to drilling an unsupported piece of plywood. “A standard metalworking drill would just blow out the back of the hole,” he says. Drilling composites generally requires a tool that is tailored to this work.
Featured Content



One example of a cutting tool company that has developed some tools for composites machining is Onsrud Cutter. For drilling, the range of tool offerings is varied because the range of hole requirements and potential holemaking challenges in composites is so varied. Designs for CFRP drills include:
- Brad-and-spur point designs in which a point centers the tool to let peripheral cutting edges machine like a fly cutter.
- Drill-reamer tools with separate cutting edges for drilling and reaming in one tool.
- An eight-facet point grind that lets the tip’s secondary angles perform a self-seating function. The same design extends life by spreading wear across a larger number of discrete edges.
- Double-margin piloted step drills for close-tolerance holes in composite stacks
Cutting tool supplier Kennametal has also developed tools for composites. Karthik Sampath is a Kennametal research engineer who has studied CFRP drilling. He offers these general points on what makes a tool more effective tool for machining holes in this material:
- 他说,正几何是对减少导致分层的切割力至关重要。
- Helix angle, clearance angle and gash rake angle are all similar in the following respect: As the angle gets larger, hole quality tends to improve.
- A smaller point angle tends to produce better exit quality. However, too small of a point angle can give the tool poor edge strength. For CFRP, the optimal compromise seems to be a point angle of 90 degrees. By comparison, a more typical point angle for drilling metal is 135 degrees (meaning the composites drill is “pointier”).
Mr. Sampath says diamond coating generally delivers 10 times more tool life in CFRP than an uncoated tool. In his experiments, evaluations of various thicknesses of diamond coating, ranging from 5 to 16 microns, suggest that a 12-micron coating delivers the best value in terms of cost vs. tool life.
Hole quality concerns tend to focus on the exit side when drilling composites, but Mr. Sampath notes that problematic hole entry defects are sometimes a concern as well. As the drill enters, it can wind up the top layer of the composite material. He says this problem is typically an indication of too light a feed rate. Entry defects can often be reduced by increasing the feed rate—though this poses the danger of exacerbating exit defects. The optimum feed rate balances quality on both the entry and exit sides.
Mr. Wilkerson of General Tool says that the drill he tends to specify most frequently for his shop’s particular composite parts is the “WonderDrill” from International Carbide Corporation. This tool uses a positive “hook” to draw fibers into the cutting tip for a smooth and clean hole. This simple-looking tool eliminates any excessive fluting to improve strength and rigidity. However, even with this tool, General Tool typically does not rely on drilling to achieve a hole’s final size because the risk of break-out defects is so great. Instead, holes are generally drilled 0.020- to 0.030-inch undersize. Then, a plated diamond finishing tool mills the hole to final size through circular interpolation.
The previous article in this series coveredmilling。本系列的下一篇文章中覆盖了一个machining process in composites,waterjet cutting。
相关内容
Machining Exotics
Production machining has changed from large runs of parts carved out of free machining materials to smaller runs of parts from much more difficult to machine materials. Learn how to adjust to this challenge.
Single Pass Honing System with Automatic Tool Wear Compensation
Single pass honing, also referred to as diamond bore sizing, is a good way to produce parts economically when the bore is small or has thin-walled members that need to be honed.
How Metallurgical Structure Affects the Machinability of Aluminum
Advancements in grain structure consistency and mechanical properties help to make this extremely machinable metal suitable for an ever growing range of applications.