



分享
在一家数控机床车间,创造生产瓶颈的最佳方式是用手做点什么。也就是说,如果工件不统一,则可以难以自动化过程,这是手中的一个原因继续流行。除非每个部分在同一位置具有类似的毛刺,否则可能很难看看如何在不使用手研磨机的情况下脱节。
幸运的是,已经开发了自动化的整理过程来解决高卷中的均匀去毛刺的需求。一种解决方案是通过在磨料介质中浸没 - 通常悬浮在液体和施加运动中的机械整理。



桶翻的基础

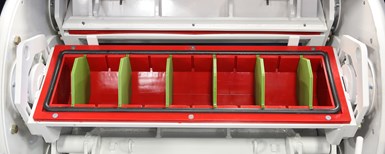
来自Mass精加工的高能桶精加工使用户能够通过浸水桶去毛刺零件,如图所示,溶液由悬浮在液体中的研磨介质组成。当装桶的工作区域向相反的方向旋转时,桶就会旋转,导致液体移动并磨损零件上的缺陷,而零件仍然相对静止。
根据汤姆·马西森的说法完成公司质量。,他公司的整理解决方案有效期为有效:部分复杂性和过程效率。“我们的桶装精加工解决方案均可均匀地完成复杂的部件,包括带有网状形状的3D印刷部件,”Mathisen先生说。“最重要的是,这个过程很简单又可重复。”大规模整理能够通过一系列桶装机器来实现这一点,可以切出整理过程的时间。
高能桶整理机的名字来自于工作信封长度的罐子,一台机器上有四个这样的桶。桶里装满了液体(通常是水),然后又装满了由硬塑料或陶瓷等不同材料制成的研磨介质。根据不同的部件,干介质也可用。
当机器旋转桶时,离心力在整个部分中移动介质,佩戴在部件的表面,切割毛刺并在1°内完成。在每台机器和桶形分隔器中使用多个桶,使用户能够在每桶中放置多个部件,用户可以一次抛光数十个部件,并且在较小的时间内通过手工稍微达到单一部分。
桶的大小为它们的装备机器,并且该商店可以使用分隔件将部分分开在桶内,增加机器的容量。
由于纺丝筒的力量能够将介质带进微小的裂缝中,因此该系统能够轻松地在复杂的零件上达到预期的光洁度,即使是那些近净形状的零件。这些机器使用的介质大小从1立方毫米到1立方英寸不等。“更小的媒体用于更小的部件功能,”马西森先生说。“幸运的是,在切割速度和光洁度上没有差异。”
当罐头旋转时,机器实际上以一对一的比率在其旋转方向上旋转。旋转比例使罐子似乎不会在机器中旋转时旋转,但是该运动导致介质在机器内移动,而部件保持静止。这使机器能够在操作期间完成零件而不会损坏其,使其成为具有微妙功能的零件。

正如你所看到的,这些炮口制动器,枪管精加工能够得到一个优秀的精加工复杂的零件深孔和不规则的特征。
医疗和汽车精加工
这种整理过程的主要优点是各向同性的表面处理。“桶中的媒体的混沌运动使得磨料在所有方向上切割,”Mathisen先生说。“这意味着我们在完成中没有留下方向性标记。所有方向都同样光滑。“
添加剂制造业(AM)一直是批量生产的主要业务,因为3D印刷部件的复杂形状非常适合浸没机械整理。近净形状和难以访问的功能,使其理想的也使得它们难以完成。然而,在筒末精加工中使用的研磨溶液能够达到暴露于表面的每个特征,使其成为3D印刷部件的理想选择。
由于复杂的3D-prinnted植入物,医疗制造商已经使用了从高能量桶装完成器中使用。“现在,我们实验室的大约25%的零件是添加剂,”Mathisen先生说。“医疗植入物弥补了一个大块。”这些植入物的人体部件的有机形状取代使得大规模整理的机器有用,
然而,AM和近网零件不是这些机器的唯一用途。曲轴,具有不规则形状和深度特征,是优秀的候选人。“赛车曲轴需要我们的机器提供的1-RA完成,”Mathisen先生说。“在那天的结束时,油毫不费力地流动了这一部分,创造了更多的马力。”
一个更加的过程
据马西森说,他的公司花时间为每个客户开发流程。他说:“我们要求客户在购买我们的机器之前,先寄来样品零件进行测试。”“在我们的实验室,我们会找出哪台机器最适合这个部件,并确定流程,以确保客户能够尽可能轻松地操作它。”

滚筒滚筒机有许多尺寸,以容纳大大小小的部件。汤姆·马西森(Tom Mathisen),如图所示,正在公司的实验室监督这台机器,他在那里帮助用户开发流程。
通过测试部件并在其实验室开发过程,群众精加工能够为用户提供指导,使得使用机器尽可能简单。“桶装精加工是一个繁琐的过程的看法,”Mathisen先生说,“但我们已经简化了。”也就是说,群众整理也将对其客户带来波兰零件的工作。
马西森听到的另一个主要误解是关于研磨剂本身。“有一种观点认为,液体和介质之间的比例是精确的,或者很难维持,”他说。“但在高能桶中,它实际上是非常宽容的。
随着公司开发的过程的具体细节,商店没有做什么,但打开它和抛光零件。
相关内容
医用部件的表面处理
微磨料喷砂为一系列医疗应用的表面处理要求提供了一种经济有效、环境友好的解决方案。虽然大多数工程师都熟悉砂砾或机柜喷砂,但很少有人知道它鲜为人知的亲戚,微研磨喷砂。
医疗器械行业的飞秒激光加工
激光技术的最新进展带来了精密加工的改进功能 - 没有热效应和最小的后处理。
带自动刀具磨损补偿的单道珩磨系统
单道次珩磨,也称为金刚石孔定径,是一种很好的方法,以经济地生产零件时,孔小或有薄壁构件需要珩磨。








