


分享
硬磨多远可以去?硬磨铣削在模具制造和其他高精度工具工作中的用途是充分记录的。它跳过耗时的步骤,如EDM或手工抛光,节省时间和金钱。然而,通过模具生产过程证明了领先的硬磨应用程序Feintool.,其中甚至似乎似乎有轻微的细节,曾经是手工造成的,这对于实现一些最精确的金属成形工具中的可重复性至关重要。FEINTOOL两者都是制造和操作的成型过程,称为细小消隐。对于这家公司来说,Hard Milling基本上取代了所有的手工运营,并且该公司也在寻找更换夹具研磨。
做零件的精致方法
精冲是大批量生产复杂零件的一种精密模切成形工艺。该过程被严格控制,以生产出很少或不需要精加工的零件。所有照片:Feintool
精密冲裁是制造商遇到的一种比较少见的工艺,它是一种用于制造高产量部件的精密模切和成型工艺,通常具有复杂的结构。与标准冲裁不同,精冲模具具有刚性的切削刃,刃口和工件之间的间隙为0.5%,比标准冲裁精度高10倍。Feintool销售和市场营销执行副总裁Lars Reich表示,“精密和刚性的工艺使得精冲机每天可以生产数千个具有优异平直度、90度边缘和尺寸精度的零件,大多数零件不需要后处理。”



这部分是通过精冲使用模具上面所示。这个过程在几秒钟内就能生产出复杂的零件。
在一个精细下料周期中,开卷机给料单元将卷料推入位置,三力液压机将其夹入位置。一旦被夹住,“冲头”将毛坯推入模具,模具既能成形又能剪切金属,在几秒钟内就能冲压出成品。完成的部分被移除,机器继续进行下一个循环。这一过程受到严格控制,以至于该公司位于俄亥俄州辛辛那提的合同生产设施——该设施每天为客户生产数万件零部件——没有冲压过程中那种重复的锤击声,尽管力度也相当大。辛辛那提工厂也是其使用硬铣削的模具制造工厂所在地。
由于精冲是一项利基业务,Feintool既生产模具,又代表客户操作机器。汽车行业一直是该公司的主要工作来源,因为现代汽车的发动机、变速箱和其他系统需要大量规格严格的小部件。“SUV的繁荣是增长的主要来源,”Reich先生说。第二排和第三排座椅系统需要许多精冲零件。

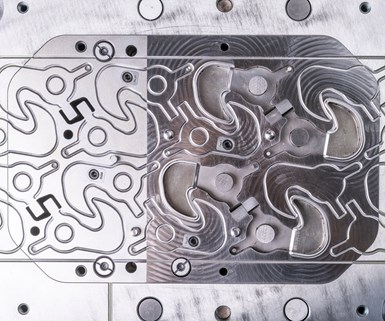
微小消隐的模具是模块化的,各个组件在硬磨后组装。这使得Feintool能够更换或修改各个组件而不是整个骰子,因为它会随着时间的推移而使用。
为什么席位?现代座椅斜放调节机制中的齿轮系统有足够细齿的组件来容纳大约200个可能的座位位置。以汽车所需的量来加工具有如此精细细节和精确规格的零件成本高昂,冲压会排除这些精细细节,但精冲工艺提供了一种以相对较低成本批量生产这些精密零件的方法。“当复杂的、三维的零件需要大批量生产时,精细冲裁确实很有用,”Reich先生说。谈到座椅调整部件,他说:“我们以每分钟50毫米的速度生产了一个6毫米的部件,每个部件的成本为0.80美元,其中的材料成本为0.40美元。”
硬铣削组熟练的工具制造商从也许他们最困难和耗时的家务。
在某种程度上,由于模具是模块化设计的,精密冲裁机能够持续生产大量精密零件。精密加工的钢组件,硬度从62到64 HRC配合在一起的模具提供成型和切削力。随着时间的推移,零件会磨损,公司可以用新的或精加工的零件来替换它们,以确保精冲零件的精度。正在进行的部件翻新是罚款这也说明了为什么一种可重复的制造工具的方法——比手工加工更可重复——是如此有价值。
重复性、几何、速度
“我们选择了转向CNC硬铣有三个原因,”Feintool工具运营经理Beat Andres表示。“重复性、几何形状和速度。速度是这些好处中最不重要的。”可重复性是主要的吸引,因为改变模具组件意味着尝试使一个完全匹配的原始。如果一打部件中有一个脱落几微米,就会毁掉这个部件。

转向硬铣削基本上消除了Feintool模具组件的所有手工加工。这大大提高了返工或更换模具组件的过程的可重复性。
在投资硬铣削之前,模具组件是通过手工磨削完成的,最显著的是手工倒角前缘。除了速度慢之外,手工制作这个重要的细节也为人类的不一致性带来了影响模具的机会。“倒角可能要花一整天的时间,这可能会对身体造成损害,”安德烈斯说。“这是一种痛苦。连续两小时后,你就看不清东西了。”硬铣削不仅减轻了这个错误,它将熟练的工具制造商从可能最困难和最耗时的家务中解脱出来。
“我们发现,上游磨铣效率更高,下游效果更佳。”
第二个最重要的好处是通过CNC建模和切割仅实现的几何形状范围。“对于微空白的复杂件,我们需要能够在工程中的几何形状中进行模具,”工程副总裁Jens-Uwe Karl说。“我们的客户推进需要简单地制作了像EDM不可行的方法。”

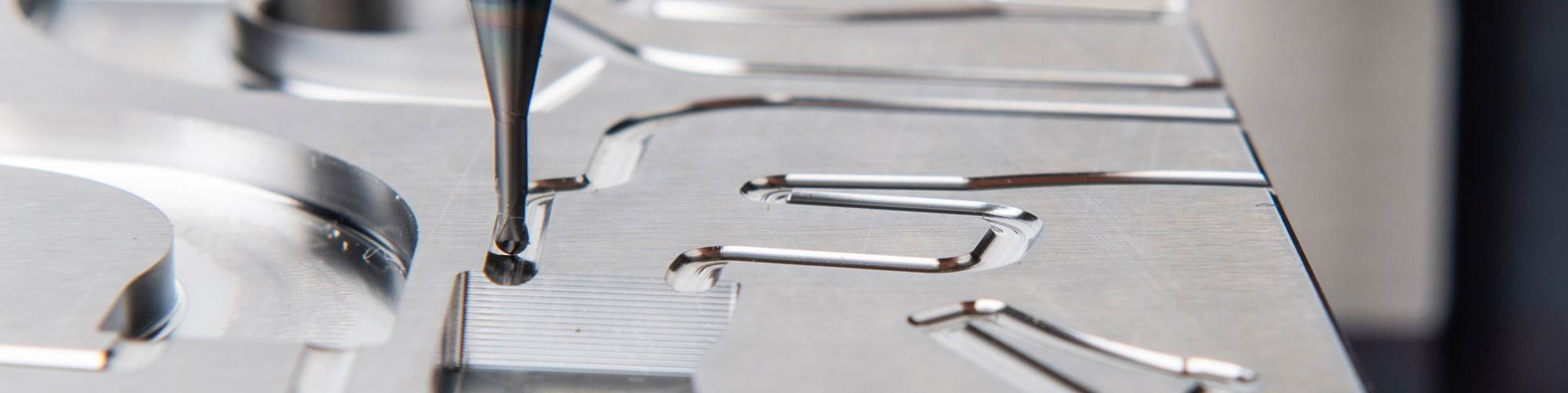
模具零件的边缘设计用于精确剪切金属毛坯,提供无毛刺的光洁度。切削刃轮廓到模具的倒角曾经是手工做的,但Feintool已经移动到硬铣削。
速度虽然不如扩大公司生产更复杂零件的能力和更大的可重复性重要,但仍然是一个主要吸引力。在转向数控铣削之前,该公司使用电火花加工制造硬模具组件。EDMed表面在后期处理时需要手工打磨。硬铣削同时消除了电火花加工和手工精加工,减少了由于模具不一致而需要停止生产的情况,从而节省了额外的时间。
做到这一点
Feintool为硬铣削购买的第一台数控机床在其日本工厂。卡尔说:“我们在日本的工厂离牧野很近,这使得该团队能够与牧野一起开发工艺。”“一旦他们开发出了这个过程,我们就能在美国复制它。”

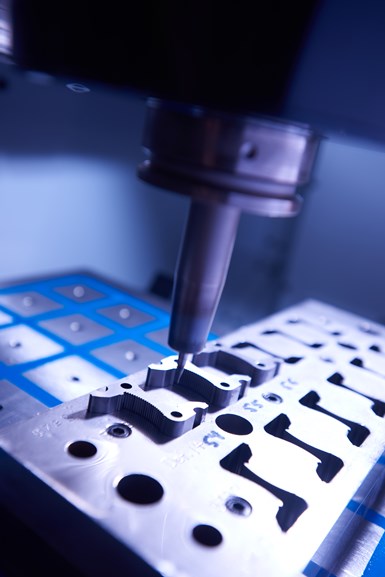
Feintool选择使用Makino V33i作为其硬铣床套件,因为其刚性和热一致性提供了高度的可重复性。
Feintool现在使用一套Makino V33i三轴铣床,用于硬磨机。“V33i拥有30,000 rpm的主轴,带有核心冷却,加上核心冷却指南,”andreas先生说。“冷却系统消除了热膨胀,有助于保证高可重复性。”该公司选择投资三轴机器而不是五轴的机器,因为固定床提供更加刚性。机床的高精度和可重复性与尺寸稳定性结合,使工具室能够在一夜之间无人值守,并通过自信地通过周末运行部件。
在Makino的推荐中,Feintool采用泛冷却方法,具有介电切削液代替水基冷却剂。这使其碳化物滚珠丝刀的寿命增加了一倍。为了消除跳动,它使用HAIMER收缩拟合工具。“我们尽一切可能确保该过程的可重复性,”Andreas先生说。“收缩配合工具提供的刚性是其中的一部分。”
使用磁性运产使工具制造商能够在每台计算机中设置多个组件。为了最大化加工时间,机器运行过夜,由自动换刀器和过程中的测量系统辅助。
硬铣削过程也使用磁性工件夹带,这不仅加快速度和简化设置,而且还通过允许更多的模具零件在机床台上的空间,最大限度地提高硬铣削能力。为了确保该系统的可重复性,Feintool投入了高精度的探测能力,使机器能够快速准确地定位板上的零件。
加工循环长,特别是带有微小的3毫米滚珠膜铣刀,通常用于机器精确的特征。因此,非接触式工具探测对有效地施加硬轧来也至关重要。在换后器断开的情况下,在切换工具之前,机器将从先前保存的状态自动返回其位置。一旦它返回到该位置的工具,它会再次传递以确保它将部件切割为规格。此保障对于无人值守的加工至关重要。

Feintool在采购硬质铣削刀具方面做了大量的工作。经过广泛的研究,刀具从不同的供应商采购,以确保刀具制造商使用正确的工具为每个应用程序。
切割工具的选择是Feintool公司不愿讨论的一个因素。该公司的工艺开发工作主要集中在寻找、评估和优化在其应用中表现良好的切削刀具参数。“挑选切割工具,就像这个过程中的其他事情一样,都是关于经验的,”安德里亚斯说。“没有一家刀具公司拥有一切,这就是为什么研究哪家供应商有适合我们每个特定需求的刀具是如此重要。”
虽然硬磨铣削已经取代了所有手工整理过程,但该公司仍然没有完成。“下一步是夹具磨削,”Reich先生说。他相信他们会消除这个操作。“我们发现更多有效的铣削上游有权提供下游结果,我们仍在学习这些结果可以走的距离。”
相关内容
自定义工具,工件有助于将鞭子转子变成形状
奶头过度充电器采用独特的形式工具和DEAT-LEAD-COLLET为其B轴转动机构的工具,使其能够为其品牌的发动机电力加法器创造更精确的转子。
旋转转移机帮助商店进行过渡
迷你加工组件从Hydromat Inc.赢得汽车柱塞上的竞标后购买了两台旋转式转移机器。
对于高原珩磨,考虑球风格
球型磨具是一种特殊的磨具,其独特的外观可以立即识别。对于汽车、航空航天、制造和机械加工行业的工程师来说,这种应用工程磨具的特点是永久安装在柔性细丝上的小的、研磨颗粒,是一种灵活、低成本的精密堆焊、去毛刺和边缘混合工具。








