


分享
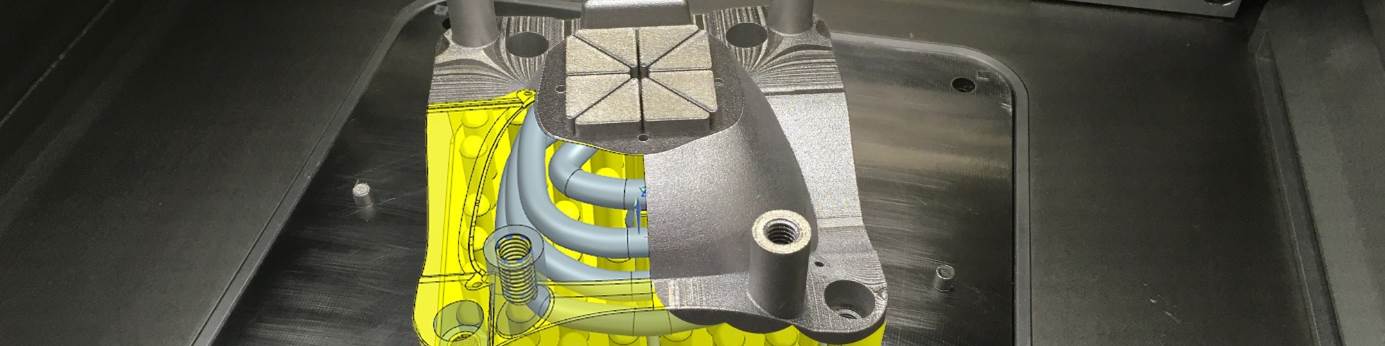
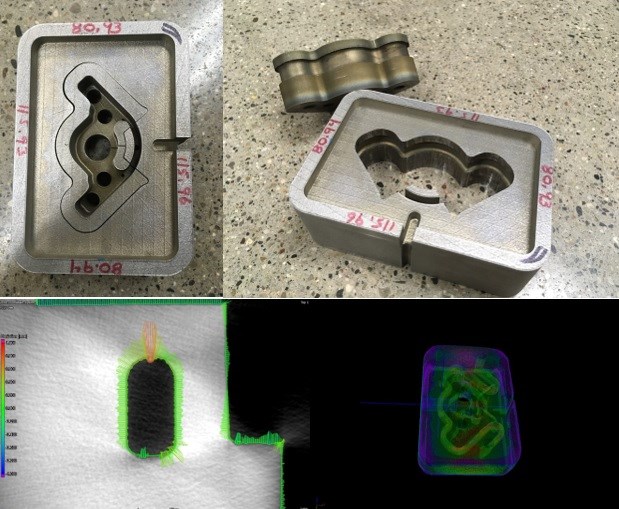
动作模具与机加工设计了这款Take Action面膜,具有保形冷却和后处理夹具功能。需要注意的是,在零件的后处理过程中,零件角落的四个螺纹柱将用作夹具,方便进入零件底部。它们还允许在印刷过程的横截面上进行更渐进的过渡,避免在较大的底座结束时产生较大的热位移。图片来源:Action Mold and Machining。
Action模具的主要竞争优势是什么?
Matthew Duffey, AM的市场营销和高级开发:这是我们对整个模具制造过程的整体看法。我们了解增材制造(AM), EDM,机械加工,抛光,塑料注射成型和计量学。我们不仅仅是设计和打印一个零件;我们在设计、印刷、加工、精加工,在某些情况下还会打磨,甚至加工模具。我们将概念传递到最终用途的产品。




模具制造方面的操作,工程变更,维修和预防性维护发生。
“我们知道,因为我们做”总结了我们的哲学。我们相信,在我们出售一项技术或服务之前,我们需要在模具运行的整个过程中,自己去理解和拥抱它。
说到AM,我们了解到,内置冷却组件和接近腔形的打印插入件通过快速冷却热点提供更短的循环时间,减少零件翘曲。
此外,如果我们需要打印一个零件,然后机器它,我们预先决定我们将如何固定和稳定的零件为后处理。如果我们为客户打印一个零件,让他们自己进行后处理,我们会与他们会面,讨论和制定后处理设置的策略。同时,我们也会分享待加工区域的剩余库存。

一个熟练的商人在工作中发现关闭,以确保“无闪光”的钢材状况。
我们的目标是转变我们的内部和客户的思维过程,在设计过程的开始就结合AM能力。我们将通风和冷却功能整合到一个组件中。这将提高工具性能,减少工具问题。
动作模具与机加工
3120 Ken-O-Sha Industrial Ct SE
大急流城,MI 49508
工具:(616) 452 - 1580
成型:(616) 570 - 0625
- 致力于提供具有成本竞争力的工具,维修,修改和定制注塑成型组件,按时完成客户的规格。
- 老手拥有,自1997年开始营业。自豪地支持声音为退伍军人并得到了全国退伍军人商业发展委员会。
- 生产塑料注塑模具,吹塑模具,压铸模具和注塑产品。
- 作为快速转向修复和工程变化的模具的急诊室。
- 拥有一支卡车车队,提供24/7服务。
- 提供定制注射成型与10台成型机,从100到700吨不等。
- 使用激光粉末床熔合设计和制造各种金属零件。
- AM能力使复杂物体的生产、部件整合、制造步骤的减少、工艺集成、完全定制的组件、轻量化、降低工具成本、快速设计迭代和保形冷却、油和液压通道成为可能。
- 服务各种行业可以运行从100万到100万件,试用,淘汰和生产成型。
- iso - 9001 - 2015认证。
- 美国模具建造协会(AMBA),塑料工程师协会(SPE)和白厅镇模具联盟的成员。
在Action Mold使用技术的过程中,最显著的变化是什么?
达菲:让车间跟上最新的技术始终是一个挑战,特别是像我们这样的小车间——无论是确保我们的软件是最新版本,还是升级电火花机床上的电极工具更换器,以延长照明操作。在每一种情况下,我们都密切关注下一步需要什么,并专注于识别和消除瓶颈。
例如,我们投资了五轴机械加工,买了一个新的配有蓝光扫描仪的三坐标测量机,买了一个新的线切割。最显著的变化是AM的实施,以及通过各部门对加工印刷零件的整合。AM的加入是在车间其他部门的支持下才得以实现的,在大多数情况下,AM并不是一项独立的技术,无法成为工装世界的最终使用部分。
动作模具能够做所有的内部。我们可以控制整个过程——从AM到成型。
Action Mold已经深入AM。能否谈谈模具建造者进入AM的障碍,以及增材模具的ROI ?
达菲:我们现在面临的最重要的障碍是说服模具买家,用这种技术建造的模具具有更大的价值。是的,模具的成本确实更高;然而,投资回报率(为模具买家)是实现时,模具放置在成型机和更短的周期时间实现。这是一个挑战,因为模具买家可能不了解AM对产品质量的潜在影响,并被激励保持在模具的特定价格点以下,而不是看到更高效的工具的长期成本节约。那些从事工具采购的人需要接受教育。
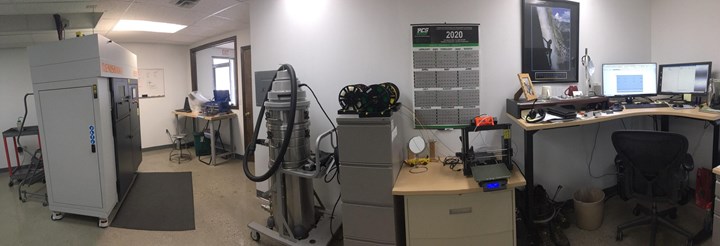
Action的AM实验室全景,包括一个设计和文件准备工作站,一个FDM打印机,一个英国AM400一以及金属粉末的真空装置。
在其他情况下,有些客户第二天就想要零件。他们没有意识到,根据预期用途的不同,打印(和精加工)一个零件可能比传统加工该零件所需的时间更长,特别是如果它需要打印、应力消除、机器加工、热处理等。这一切都需要时间。仍然需要进行一些重要的教育。
在使用AM生产成品零件(传统制造)的行业中,它们在使用前通常要经过再认证过程。这是因为,即使材料在化学上是相同的,材料所经过的制造AM零件的过程也会导致不同的机械性能。
例如,如果一个航空航天的直接替换部件,最初是用英科镍625铸造的,被英科镍625的打印部件所取代,它将具有不同的性能。这就导致了替换件作为等效件的必要资格认定,这通常需要许多力学测试样品,如密度块、拉伸棒、疲劳样品、腐蚀块等。这一评估甚至发生在所需零件制造之前,这可能是一个昂贵、耗时的过程。然后,最后的零件被打印出来,并经过进一步的评估,以确保它的性能与原始零件相同的规格。
使用AM生产模具不需要如此广泛的测试。端部零件与原始零件在同一台机器上成型,只是速度更快,质量往往更好。模具运行效率更高,结果是一个具有等效机械性能的零件,这允许AM模具直接集成到制造过程中,而不会造成任何生产延误。
在评估一个附加制造工具的ROI时,将该工具的性能考虑在内是至关重要的。如果传统的插入成本为10,000美元,每个零件的周期时间为30秒,那么AM插入成本为15,000美元,每个零件的周期时间为15秒。这意味着AM插入的成本可能高出50%,但在一半的时间内生产相同数量的零件。你只需要一半的时间就能完成订单。
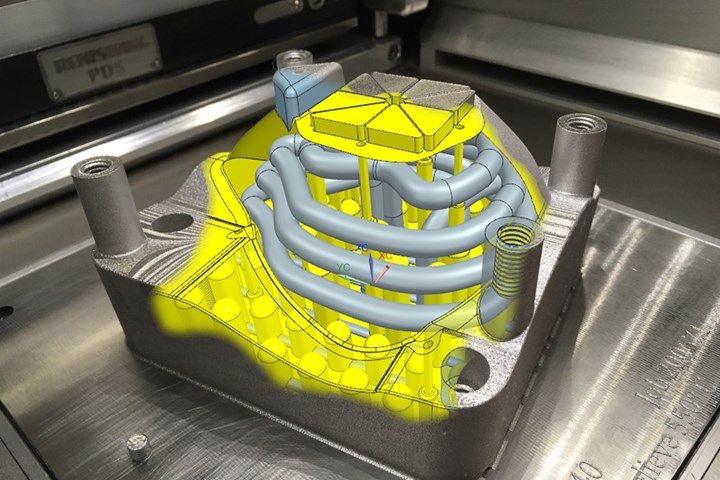
激光粉末床融合混合零件制造的一个例子。Action模具将保形冷却通道和排气端口合并在这个传统制造的底座上,固定在其上英国AM400打印机。
你肯定是在提倡AM在模具制造中。你介意分享一下为什么这对Action Mold团队如此重要吗?
达菲:在所有关于AM的宣传中所缺少的是证明你的模具将会表现得更好,并且你将能够减少你的周期时间。数据很少,甚至没有,只有很酷的零件,很多模具商和模具制造商并不接受这种技术。
这一切都是为了教育。当有人带着一个新的模子进来的时候,我们想要展示整合AM的价值。我们想通过AM向人们展示保形冷却的可能性,让他们更好地为自己设计一个保形冷却的部件。即使客户选择了另一家店,我们至少让AM的名声更多地进入了这个行业。我们现在的重点是在模具制造应用中增加AM的存在。
我们试图对我们内部做的项目尽可能透明,以展示在AM和结果表现方面需要做什么。我们希望通过合作来建立意识和案例研究,以展示通过AM增加的价值。我们继续让我们的团队和客户更多地参与AM,因此AM成为标准流程的一部分。
你们目前的Additive Team由谁组成?
达菲:Greg Nemecek已经在Action Mold工作了10年。他一直在运营整个添加剂项目。他花了大量的时间,尽可能多地学习添加剂技术,并很快掌握了AM的价值。他了解了他们如何使用这项技术,并与雷尼肖合作,确定了AM的辅助支持。(举个例子,这不只是打印机。你需要设备来分解一个build,去粉零件,让别人可以安全的处理它,从板上移除它们等等)然后,在2018年的冬天,经过AM在软件和设计方面的相当多的培训,Action Mold购买了一个Renishaw AM 400激光熔化系统,在2019年4月收到了这台机器,并于5月开始打印。

Action Mold使用这个Coord3 CMM英国PH-20五轴触摸探头和用于工程更改的Kreon蓝光扫描仪。钢在每次改变前和改变后都要进行检查。然后,创建一份报告并提供给客户,显示工程更改前后的钢材状况。Kreon蓝光扫描仪用于逆向工程模具,没有CAD模型。
格雷格在2020年4月从西密歇根大学毕业后聘用了扎克瑞·格拉斯科克。他的高级设计项目是与Action Mold合作,测试不同的几何形状来排出成型气体。这些测试结果都不确定。然而,这对扎克进入激光粉末床印刷的世界来说,却是一次极好的引子。一旦我们让扎克加入Action,他就开始改进多孔打印参数(由Renishaw为Action Mold开发),这使他们能够创建多孔镶件,而不是依赖于不断减少的Porcerax供应。Action Mold可以生产一件式镶件,直接在零件中内置通风装置。扎克帮助建立了不同的排气镶件性能指标和参数集,以巩固零件,允许新的设计自由,消除滞留气体的瓶颈,同时冷却。一旦有了数据来支持我们对排气参数的理解,我们就可以做很多不同的事情。
今天,Greg专注于管理和设计AM以及管理CMM部门。扎克负责运行和监控加材机,是CMM操作员。我处理更多的市场营销,领导内部培训,指导未来的研发工作,使我们的流程更加稳健。我们一直在寻找以不同方式运行机器的方法,以生产出更一致、质量更好的产品。
我相信,在未来,一切都将是为AM设计,让AM有意义。不是每个零件都需要AM,但如果复杂的形状导致冷却和零件制造困难,就应该一直考虑AM。
两年前,我在Renishaw举办的Altair软件活动上认识了Greg,当时Action正在处理购买机器的文书工作。在这次活动之后,随着机器的收购和Action Mold大楼的准备工作开始进行,与Renishaw的讨论也加快了。在大约一个月的时间里,我每隔一天就和格雷格通一次电话,回答有关设备要求的问题,比如必要的电力、通风、燃气和车间布局、材料的搬运和储存,以及协调格雷格的培训。我就是这样认识他们的。

Action Mold调查了多孔打印材料的使用,作为一个模具的通风口,以帮助消除气体陷阱,这允许在插入件的几乎任何地方和任何形状的排气。与传统工艺相比,AM还减少了制造排气区域的步骤。Action Mold还在开发打印参数,将在排气区域产生更大的一致性,并根据排气的要求提供不同的气体流量。
我在Renishaw工作时,在2018年冬天支持动作模具完成技术选择的最后阶段。2019年6月,我搬到纽约布法罗,在爱迪生焊接研究所(EWI)的AM组工作。我一直与Action Mold保持联系,看看是否有任何互利的项目,我们可以做,以增加使用AM工具和模具的意识和理解。通过共同的项目工作,我能够将Action Mold引入EWI运营的增材制造联盟,主要关注点是增加AM在汽车行业的曝光率。后来,我在2020年10月加入Action Mold团队远程工作是有意义的,因为他们有足够多的人手操作系统,而且需要AM工程经验。
通过这一切,我了解到Action有端到端的能力来设计、加工、打磨、测量和测试一个零件。AM非常适合他们的商业模式。我选择加入Action Mold团队的一个最好的原因,除了在那里工作的人的质量,还有一个原因是我可以继续学习和积累使用AM进行端到端制造的经验。
在使用AM的时候,你能分享哪些培训和技术心得呢?
达菲:早期,你依靠机器供应商提供参数和你的粉末供应。这几年来发生了一些变化,因为要接受AM,你需要能够购买自己的粉末。我总是建议你在尝试做更多之前,先花时间学习你所拥有的设备。不花时间运行和学习他们的机器在既定参数下的表现的公司将会有问题。他们走了自己的路。
你需要明白,任何人都可以运行这台机器,但你需要做的不仅仅是运行这台机器,才能最大限度地利用它。我的建议是,最初操作机器的人应该是工具制造商或熟练的机械师。他们带来了在新技术中充分利用机床的经验。你需要将老派的思维过程(或技能集)与AM的新派技术结合起来。
此外,在选择合适的调幅技术时,我认为找到适合您业务的调幅技术是至关重要的。例如,如果你是做金属注射成型的,并且有去绑定和烧结一个零件的经验,那么粘合剂喷射技术是一个很好的适合。对于生产模具,激光粉末床熔合是最有意义的,因为你可以生产一个完全致密的近净形状,将适合已经采用的加工工艺。如果业务主要是工具修复,那么DED技术可能是最有意义的,因为它可以为修复模具的焊接区带来自动化和一致性。
这一切都是为了教育。当有人带着一个新的模子进来的时候,我们想要展示整合AM的价值。
AM的加入对新的工装订单有何影响,您对Action Mold在未来三到五年的发展有何期待?
达菲:我们在2020年经历了新工具工作的增加,部分原因是我们在内部拥有技术,并与客户就我们的添加功能进行了对话。虽然我们的一些大客户还没有完全准备好与我们一起走AM路线,但他们告诉我们,知道我们拥有这些能力将促使他们考虑如何在未来的新工具中集成AM。
我相信,在未来,一切都将是为AM设计,让AM有意义。不是每个零件都需要AM,但如果复杂的形状导致冷却和零件制造困难,就应该一直考虑AM。
随着本地制造需求的增加,我们也努力成为模具界的综合资源。我们希望能够支持这一点。如果我们要增加在美国的成型量,我们就需要不断改进在美国制造的模具。
你能描述一下Action最近参与的最著名的AM项目吗?
达菲:我们正试图使用它的任何部分,是一个AM候选人。我们从保形冷却铝压铸模具开始,然后我们研究内部零件/项目来使用数据并分享应用故事。
例如,我们做的第一个“内部”部分是添加保形冷却,周期时间从38秒降至23秒,减少了45%。这个项目是用EWI作为案例研究来完成的,以深入了解AM工具的应用和现实情况。我们能够完成更多的冶金分析,以及我们部分的x射线CT成像。
这使得我们可以在整个过程中跟踪该部位的任何几何偏差。然后,我们可以将冷却通道的尺寸与CAD进行比较,并评估表面质量。这在传统的非破坏性技术如CMM中是不可能实现的。
这种保形冷却应用将循环时间从38秒减少到23秒。整体工具带有一个切口轮廓来显示内部通道(左上),切口去掉后暴露了保形通道(右上),并对插入件进行x射线CT扫描,以检查冷却通道几何形状和与CAD模型(左下和右下)相比的打印精度。注意,左下图中的红色区域显示通道的顶部中心区域轻微塌陷,但仍然完全致密,这是激光粉末床熔合中孔水平悬垂表面的常见结果
一个令人兴奋的项目涉及一种帮助抗击COVID-19的口罩。最初设计的周期时间相当高,一些区域太厚,无法有效冷却。格雷格将这些区域稀释了一点,增加了保形冷却。主要的时间改进是通过改变模压材料的厚度来完成的。循环时间从120秒增加到45秒,这是唯一可能的,因为Action Mold能够在内部完成所有的工作。我们可以控制整个过程——从AM到成型。

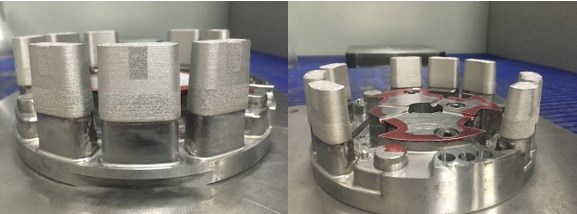
Action模具的Take Action Face Mask (TAFM)插入打印加工库存和夹具功能,用于后处理(左)。进入成型前的加工后的插入件(右)。注意,在底面完成后,印刷在角落的柱子已经被移除。
接受保形冷却镶件的最新项目是园艺模具。这个零件由于是薄壁零件,循环时间改进的空间较小。然而,通过增加冷却,我们更多始终如一地控制弹射时的温度,减少翘曲以降低废品率。
添加剂在模具中的应用将继续增长,而且未来还会有更多的应用。与客户合作,将技术推向新的极限,将揭示AM在成型方面的真正潜力。








