



分享

b轴车铣机和许多活刀数控车削中心提供垂直于Z轴的y轴运动。这第三个直线轴使刀具横过主轴中心线来执行铣削、钻孔和开槽等操作,目标是在一次设置中加工零件。
山特维克可乐满已经找到了一种方法来进一步利用该动作,以更有效地执行分离操作,与没有Y轴的车床上的传统X轴处理相比。它通过重新设计它来实现了这一点CoroCut QD工具旋转插入座90度并将工件接合在Y轴中,使得切割力被引导朝向工具刀片的最强部分。



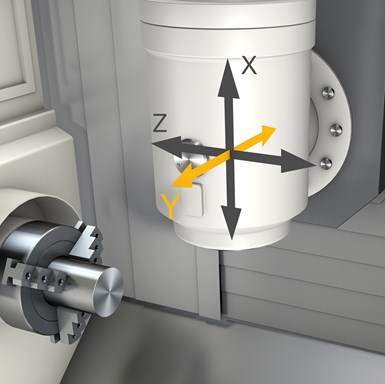
这是b轴车铣的运动轴。
“这真的会让希望避免循环时间越高的饲料和较低的噪声截止秒数的客户真正受益,”产品经理员工经理山特维克可乐满.“如果你有一个Y轴,你就不必生活在噪音和振动中。对于客户来说,这意味着既节省了一些时间,又增加了无人生产的可能性。”
Lundström几年来一直有使用Y轴分离的想法,直到他在一个小团队的帮助下开发了一个原型山特维克可乐满.第一次工具测试进行得不顺利,导致机床发出咔嗒咔嗒的噪音和振动,最终导致刀片断裂。
Lundström解释道:“这对我们来说是一次重大挫折。”“我真的不知道哪里出了问题。”
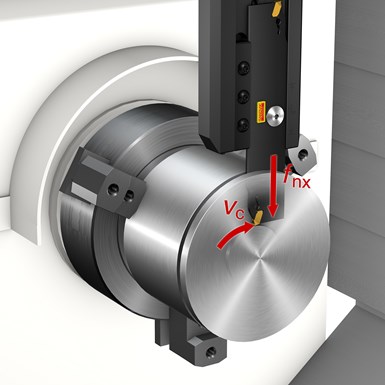
传统的CNC转向中心的分开操作将刀具驱动到X轴下。
然后,团队回顾了发生了什么,决定添加内部,通过工具冷却剂和修改适配器的设计。当它在另一台机器上测试新原型时,这种交替分离方法证明是成功的。
利用当前设计,在60毫米(2.36英寸)的叶片突出处,叶片弯曲刚度被认为是X轴中的传统工具分开的六倍以上,提供更稳定的切割过程,能够使用更长的工具和实现更高的饲料速率和更快的周期时间。
在一次测试比较中,一家为航空航天行业服务的商店注意到,在多任务机器上使用y轴方法分离35毫米的Inconel 718棒材与Corocutqd.工具和标准的x轴方法与另一个工具。y轴方法实现了40 m/min的切削速度和0.12 mm/rev的进给,使刀具寿命达到35个零件。x轴方法实现了切削速度为30米/分钟,进给量为0.05毫米/转速,刀具寿命只有10个零件。
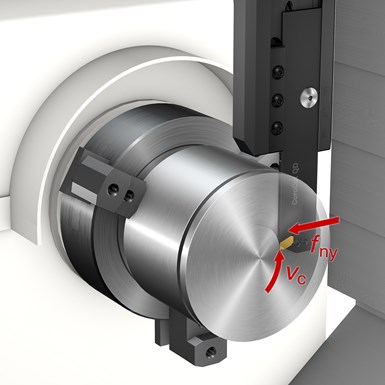
的CoroCut QD是用来分离多任务机器的Y轴的。刀具的弯曲刚度据说是传统刀具在X轴分离的6倍以上。
刀具长度可以使用离线预设定器测量。该公司表示,当分离时,刀具长度成为刀具中心高度,中心高度正确是很重要的,特别是当分离到中心时。如果很难看到切削刃,则在工具上有一个规格平面。
该工具可容纳工件直径高达180毫米(7英寸)和切割宽度为3至4毫米(0.118至0.157英寸)。
相关内容
何时将铣削和车削结合
旋转/铣削技术使用户可以在一次处理中完成工件。本文将介绍一些使多任务应用具有成效的标准。
Turn-Mill经典
这里有一些转动式多任务处理的一些经典文章的拖车。这是一种以机器,过程,编程和应用形式的转动工厂技术的广泛展示。
车削机床上Y轴的演变
大约在1996年引入车铣机床设计,Y轴首次用于单主轴、带副主轴的铣削车床上。CNC上Y轴的想法源于极坐标插补的质量限制和编程的难度,而不是人们通常认为的控制或伺服电机技术的电子进步。








