Share
While servicing the tools on a traditional platen on a sliding headstock lathe, it can take 10 minutes or more to index one insert. While indexing the tools, coolant spigots can get knocked loose by an operator and can cost a machine shop tool life and time. Once the inserts are indexed, it can take several starts and stops of the spindle for the operator to see if the coolant stream is being directed to where it needs to be.
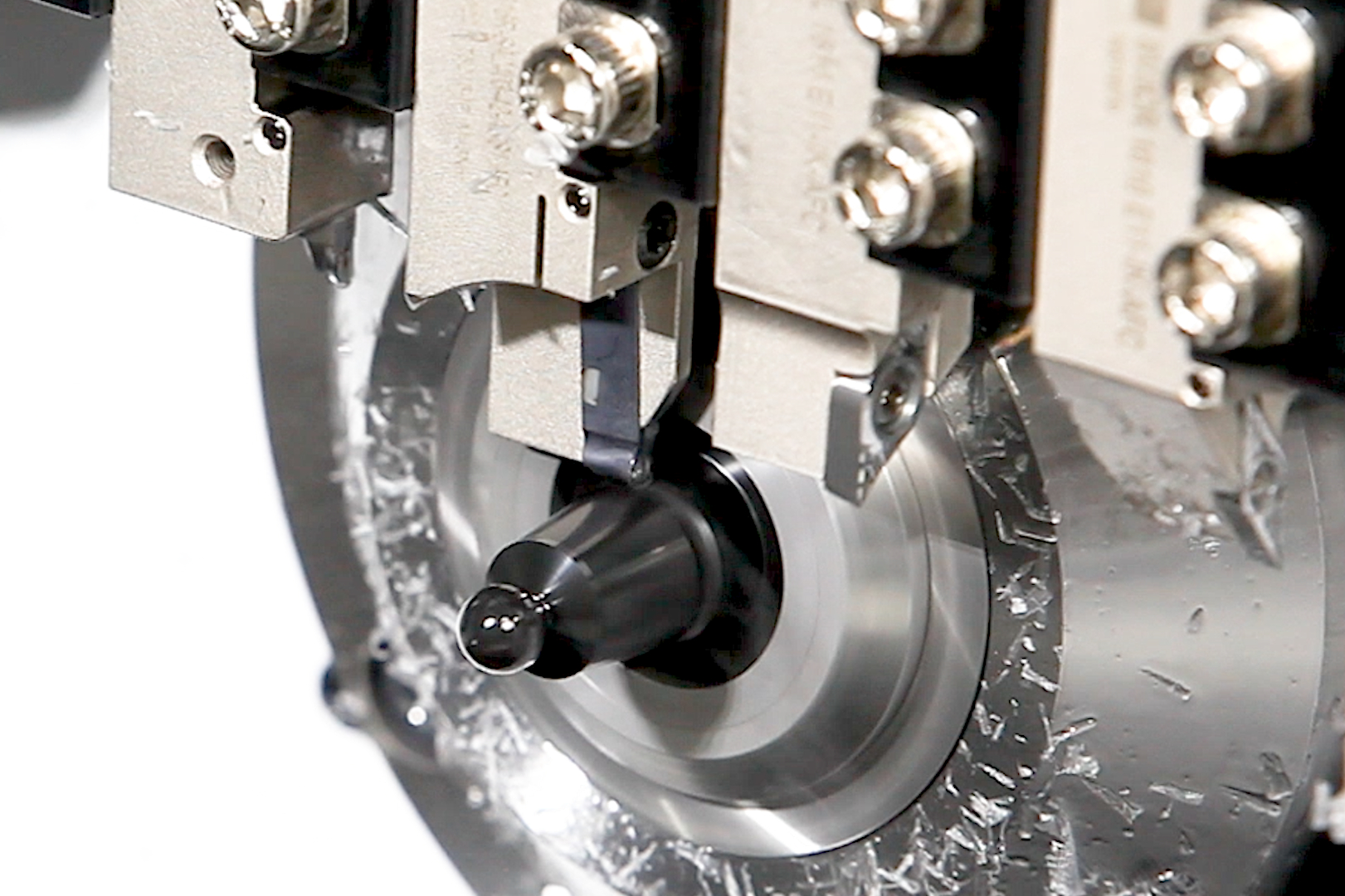
Arno’s Fast Change (AFC) tooling system consists of a gang plate that holds split-shank, coolant-through turning tools, parting tools and grooving tools. Photo Credits: Arno USA
To optimize this tool change process,Arno-Werkzeuge USA LLChas developed a coolant-through fast change tooling system that eliminates the high-pressure coolant lines in a Swiss-type’s compact workzone. The company says it also significantly decreases tool change downtime as well as setup time from hours to minutes while offering accurate repeatability. These advantages not only increase finished part output but also save thousands of dollars per spindle per year, according to the company.
Featured Content



Simple, Quick Functionality
Arno’s Fast Change (AFC) tooling system consists of a gang plate that holds split-shank, coolant-through turning tools, parting tools and grooving tools. Designed like a manifold, the coolant is rerouted through the gang plate to the tools. The UN-style slot in the fixed stop picks up the coolant and runs it through the pipette to the front end where the coolant goes directly to the cutting edge. The AFC system can supply coolant to one port that supports all the tooling positions, or it can supply two ports and divide the tooling positions with the needle valve.
The tooling system only needs to be plumbed once and, according to the company, after that, a high-pressure coolant line should not need to be touched again. With proper setup, the high-pressure lines are moved behind the machine guards, creating a clean machining environment. This enables operators to complete safer routine maintenance. Also, the AFC’s low-profile clamps do not collect as many chips compared with a typical clamping system.

When replacing a split-shank tool, the operator simply loosens two clamps to remove the cutting head and then replaces it with a new one.
When replacing a split-shank tool, the operator simply loosens two clamps to remove the cutting head and then replaces it with a new one, the company says.
A Time and Money Saver
Using the AFC system, Arno reports that it takes 17 seconds to change a tool, a vast improvement to the typical 7 to 10 minutes it can take using a traditional gang plate. The conventional method might take five minutes to change a tool, a minute to touch the tool off and another minute to adjust the spigot, for instance.
“Then, when you scale that up to a three-shift operation, you will change tools in all five stations twice per shift,” explains Keith Stroup, business development manager at Arno. “So, 10 tool changes per shift on all five stations twice per shift equals 30 times that spindle will be idle at seven minutes each.” He figures that is three and half hours, or nearly half a shift of idle time, just to service the tools in that traditional manifold and spigot platen. “Three and a half hours every 24-hour cycle equates to $70,000 per year of spindle downtime to service the tooling in that gang plate,” he adds.
In comparison, when an operator is working with the AFC system, retouch is not necessary because the tool will repeat within plus or minus a thousandth of the previous tool positions. There is also no need to factor in time for readjusting coolant lines because the new system is a true, coolant-through system. It is also not necessary to factor in the clearing away of chips because
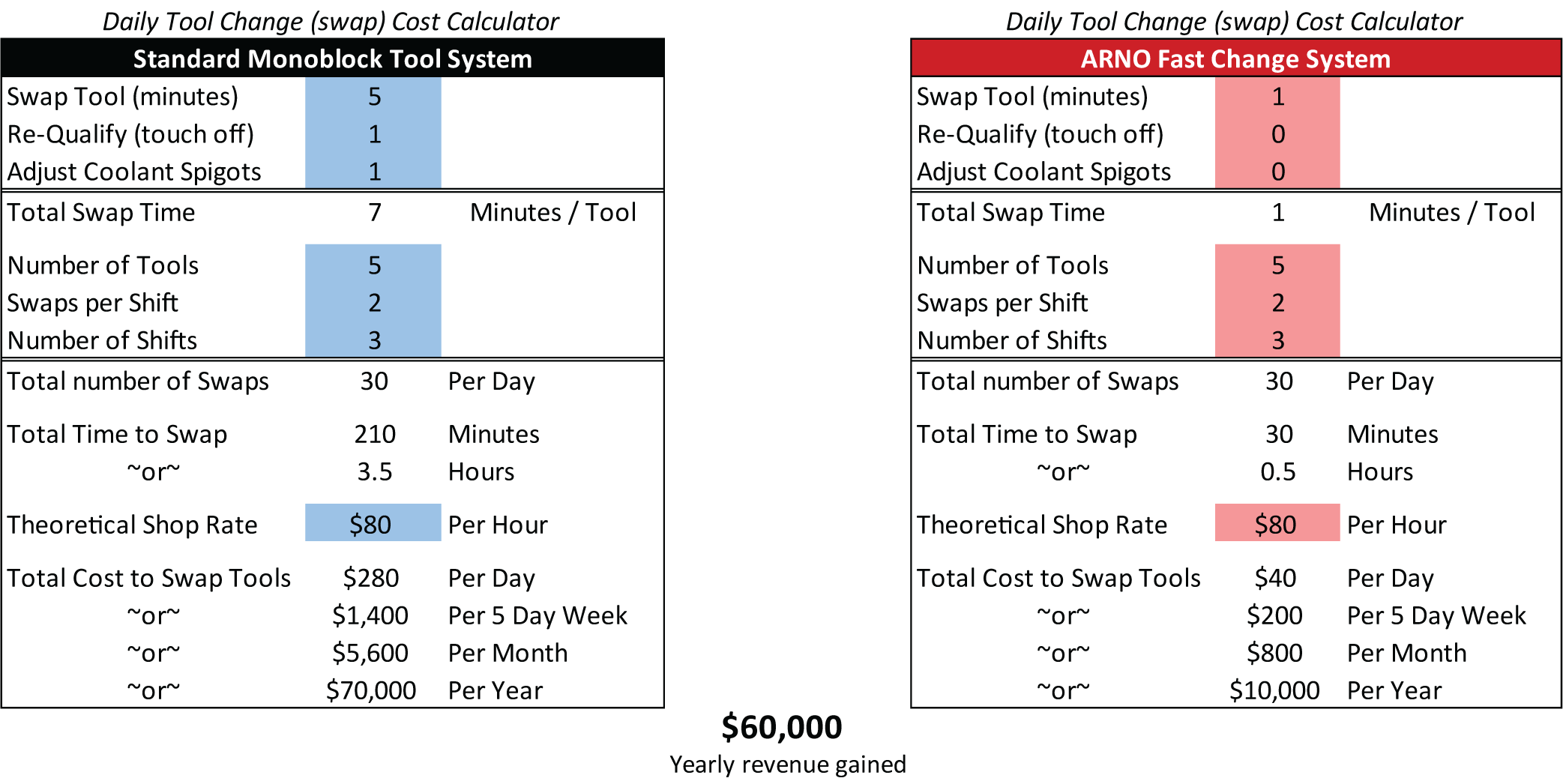
These charts show estimates of cost savings using Arno Fast Change tooling system versus the standard monoblock tool system. Arno says users can gain $60,000 per year by using its Fast Change system.
those surfaces have mostly been eliminated with the smooth AFC design, according to Stroup. Therefore, the 17-second tool change time is the only time to factor in. But, for a real-world example, he increases the time to one minute to consider a distracted operator that might use extra seconds.
Although there are still 30 idle times per day, there are now only 30 minutes of downtime per day instead of 210 minutes using the traditional gang plate. “That only costs $10,000 per year, which means you’ve just made $60,000 a year on that one spindle by adopting the AFC system,” Stroup says.
Arno-Werkzeuge USA LLC |arnousa.com
RELATED CONTENT
Dry Swiss Machining in Medical
Continuing to build its reputation for creative solutions, this multi-faceted medical device component manufacturer took its Swiss machining operations to a new level to meet a customer’s market demands.
Optimizing B Axis on Gang Tool-Based Swiss Machines
This technological innovation has been increasing in popularity as well as multitasking sophistication.
Making Parts on a Swiss/Laser Machine
Adding laser cutting to Swiss-type machining is helping this shop do more work for its customers in the medical industry.