


赋权程序员
旨在使军用飞机零件更快的项目显示生产力增益可以从自动化程序员的重复性任务中实现多少。
.jpg;width=70;height=70;mode=crop)
分享

这里是用户在实现或修改一个“制造步骤的过程中可以看到的屏幕的示例。该软件定义了一个制造步骤,因为一个工具一次完成所有加工,用于一个特征。这里示出的步骤“粗糙的剖面标签”在两个突片之间切开了将工作连接到库存的工作的突片之间,并且在制造该切割过程中也是在两个突片之间的部分轮廓。这样的其他屏幕允许用户控制诸如速度,进给速率和刀具选择的参数。
在车间,自动化的价值很清楚。通过自动化可预测的,重复的任务,制造商的投资更多地利用了熟练劳动力的投资。员工可以免费旨在将其努力应用于更高价值的工作。
同样的理由适用于编程。通过自动化可预测和重复的精神任务,可以自由地设置程序员,以专注于更复杂的编程挑战。换句话说,节省成本的自动化可以采用软件和硬件的形式。

就计算机辅助制造的软件而言,有两种能力能够提供比今天大多数商店所享受的更多的编程自动化。这些功能被称为自动特征识别和基于知识的加工。这两种能力一起工作。当CAM软件能够自动识别CAD模型的各种几何特征时,该软件就可以调用存储的加工知识来确定对这些特征进行加工的最佳方法。因此,理论上,软件可以自己把NC代码踢出来。
在实践中,自动编程系统通常需要比这更为人性化的干预。某种类型的程序员不仅必须输入编程算法所基于的加工“知识”,而且还必须将知识优化为部分设计,过程和制造方法的变化。更重要的是,如果零件几何是复杂的,那么程序员可能必须帮助系统以及分析中的各种步骤。
但是程序员仍然需要做的工作并不是重点。更重要的是,自动化编程系统在实际应用中节省了大量的时间。
使用自动编程的一个应用程序对相对复杂的部分涉及美国军队。它还涉及一些有关军用飞机生产的公司。一项称为高吞吐制造计划 - “迄今为止”的联合项目,短暂寻求通过最大限度地减少编程时间来加速飞机结构部件的生产。
该项目的设想是,在需要更换部件且没有NC程序存在的情况下,让飞机维修站快速响应。该项目从CAD实体模型存在的地方开始,旨在开发一个自动化编程系统,让仓库尽可能快地从该模型获得NC文件。潜在地,仓库可能会扫描旧零件,从结果数据创建模型,并使用该模型为位于现场的机床生成程序。在迄今为止开发的自动化编程算法的测试中,HiThru团队成员从CAD模型中为最初在三轴或四轴机器上制造的部件生成了五轴刀具路径。五轴加工节省了设置和切割时间,并通过使用自动化编程,也节省了编程时间。节省的时间在30到90个程序员小时之间。部分是为了为自己节省这些成本,部分是为了实现其他利益,原始飞机部件制造商也对这项技术感兴趣。
事实上,即使是制造商远离飞机制造业取出,在HiThru项目仔细看是有价值的。自动特征识别和基于知识的加工的现实世界的例子,该项目显示出对于理解这些技术至少有两个重要的点。一个是约束的值。HiThru的自动化编程系统生成NC代码用于飞行器的结构构件由矩形坯机加工,并且部件的范围并不比更宽。这个制度运作良好,因为应用程序是如此明确界定。
另一点该项目说明的只是将自动编程系统配备了它所需的加工知识的启动是多么困难。部分难度是由于不同的知识的不同部分可能存在于不同的人的思想中。如果是这样,那些人必须共同努力汇集他们所知道的。
哈尔鲁一目了然
国家制造业科学中心(密歇根州安娜堡)是司机项目的合作伙伴,将所有其他合作伙伴带到一起,现在协调其努力。从一开始就拥有该项目的其他合作伙伴包括辛辛那提机器,Sikorsky飞机,软件公司技术答案和华纳罗宾斯航空物流中心。最近加入该项目是波音军用飞机和导弹系统和樱桃点海军航空仓库。
大多数这些名称将是熟悉的人,其作品在军用飞机的生产触摸。华纳罗宾斯和樱桃点设施负责维修飞机,并将其迅速恢复服务军用仓库。西科斯基公司和波音公司的飞机制造商,和辛辛那提机耗材的公司,如那些在五轴机床设计的飞机部件生产。在一个名字可能不熟悉是圣迭戈,该集团在美国加州的唯一软件提供商的技术解答。
技术答案为自动编程提供了平台。该公司的“CIMSKIL”软件包括分析在CATIA或PRO / ENGINEER(其他CAD系统)中创建的实体模型的功能识别技术,以确定其各种离散功能。仍在开发的表驱动接口将允许用户输入自己的规则,以确定软件在此信息中的作用,有效地让用户“程序”软件而不使用诸如C ++的编程语言。软件的一个应用是自动成本核算,基于用户定义的操作和与各种机加工功能相关的费用的规则。但另一个应用程序是NC编程。通过构建描述最佳工具路径和用于加工各种功能的参数的规则,制造商不仅可以实现自动编程,而且还可以通过在一个地方捕获所有优选的加工方法来“完善”其编程过程。
虽然仓库社区的成员认为这种系统作为一种快速生产替代部件的手段,但新飞机的制造商看到了许多潜在的优势,只有机会快速生产原始部件。一个优点涉及制造商对服务部件的兴趣。Bob Golembeski是一个迄今为止北科亚斯基编程局长的博伊尔·戈姆巴斯基,指出,军用飞机供应商有义务成为其销售的任何部分的最后手段的制造商。一架飞机可能正在为30或40年提供服务,并且在该时间结束时,任何用于使特定部件的机床可能不再可用。但是,仍然存在固体模型。通过自动编程,可以使用该模型来快速生成一个程序,无论是未来时间的首选机床。
另一个优点一,可能是更重要的,是有机会捕获首选的加工方法。的原因,这是重要的涉及到飞机零件生产的现实。
Golembeski先生解释说,军用飞机零部件今天常常保守编程。在小批量生产并不能证明这将需要使NC程序的效率,因为它可能是多余的编程时间。这是不是低效率的唯一来源;在技术从编程到编程的差异有助于低效率为好。这后一点是在军用飞机行业,程序员往往是一个承包商谁去到另一项任务后,离开飞机制造商推断,被留下的程序的逻辑尤其成问题。与自动编程系统,飞机制造商可以应用的最有效的加工方法,每一部分,采用一致的方法各部分之间的,保持在其内部的加工方法。
当CIMSkil软件用于自动编程时,它会输出APT切割器位置文件,准备好后处理。由于软件的特征识别能力包括专门用五轴加工开发的算法,因此该产品是迄今为止的自然选择。剩下的是装备系统,其中规则需要为空气结构部件编写最有效的工具路径所需的规则。没有人,没有一家公司,有足够的知识来单独做到这一点。
部件编程时间加工时间
常规HiThru常规HiThru
80-120 HRS 7 HRS无可用的数据5轴
设置10 0:31
集20 0:23
总计0:54
45-75小时12小时3轴
设置10 0:46
设置20 1:22.
设置30 2:05
总4:13
5轴
设置10:47
集20高宾街
------ -----
总计1:09
45-75小时
45分钟。4轴
设置10 0:14
设置20 2:05
设置30:03
总22
5轴
一套10 0:05
集20 0:36
------ -----
总计0:41
45-75 HRS 6小时4轴
一套10 0:06
集20 1:08
设置30:54.
一套40 0:05
总计2:13
5轴
设置10:29
设置20:15
------ -----
------ -----
共0:44.
45-75小时24个小时4轴
设置10:12
20集和
设置30 1:15
一套40 0:02
总计2:38
5轴
设置10 0:37
设置20:19
------ -----
------ -----
总计0:56
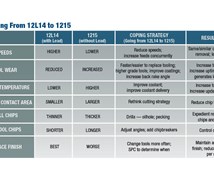
此表显示编程的时间节省实现为自动编程的结果。在几何复杂性帮助的差异占的时间节省量的差异。该表还显示了加工时间的节约。这些后面的储蓄从各种因素,包括五轴加工,更快的主轴转速,并从低颤动加工而产生的较高的金属去除速率造成的。最后一点在于这篇文章的重点外,但在细节中“最大铝,”在这篇文章的顶部在学习摩尔斯列出的文章之一解决。这也是值得注意的是,试件从实际生产的部分有所不同。具体来说,HiThru加工遗漏的功能,如铆钉孔,对于每个部分的“常规”加工时间的一小部分做账。(加工时间以小时给出:分钟)。
思想会议
涉及具有编程专业知识的多个人在一个留下这么多的技术差异的应用程序中是有价值的。此外,由于飞机部件加工经常发生在机器的速度和功率限制附近,因此机床助理器的累积也是有价值的。虽然飞机制造商可能会知道使用的固定,工具和工具路径,但机床构建器知道机器的马力和振动特性 - 或者机器是否可以执行飞机制造商可能需要的操作。对于涉及迄今为止的公司来说,迄今为止的大部分投资一直是将这些各种专家带到一起所需的咨询时间。
要弄清楚为加工飞机组件的“规则”,近常规股票,近视队成员纷纷介绍一下。他们看着20个代表部位,所有铝。(本集团正在立即处理钛部分。)对于每个部分,它们分析了加工通行证的逐步序列。当团队成员多么多于他们将机器提供给定功能时,或者在他们将机器上机器的哪个点,该团队试图考虑差异并决定哪种方法更有意义。由于各个部分的处理策略中开始出现的相似性,这些相似之处建议该算法软件应遵循自动脚跟加工顺序。
有很多处理相似性,因为零件本身是如此相似。所有都是飞机结构构件。所有这些都是从板块上加工的。如果应用程序的重点是任何少于这一点,则特征范围可能太大而无法识别,加工技术的范围可能太大而无法捕获。换句话说,约束算是为什么这个应用程序是自动编程的好候选者。
约束解放
辛辛那提机器上的代表Jim Dallam在Hithru团队上的代表,以有趣的方式说明了这一点。他指出了一个不同的过程,用于制作3D CAD模型 - 立体化学模型中的物理形成。此过程不需要以加工方式编程NC编程,并指出约束解释为什么。立体刻度构建水平层的3D形式;它不能任何其他方式工作。虽然仍有处理选择,但不需要复杂的NC编程,因为选择范围如此窄。
相比之下,数控加工中心提供了任意数量的生成形式的方法。编程器可选择先加工一边或先加工另一边;他可以用宽的工具切割宽的通道,也可以用窄的工具切割多个通道;他可以钻一个洞,也可以通过打转来磨洞。甚至在这类选择之前,程序员会做出更基本的选择。例如,他决定零件是否具有足够的旋转对称性,或者是否属于加工中心。如果把它送到加工中心,他可能会决定它的特征是否最适合三轴、四轴或五轴机床。
用于自动化编程的理想应用是其中诸如计算机类型基本决定已决定的,并且许多更具体的决定是通过限制以及界定。
使用其他CAM系统成功应用自动编程的应用程序用于说明这一点。在少量生产工厂中,具有家庭相似性的转向部分从CAD文件直接加工,程序员参与小程序。并且在少量模具和模具车间中,用于工具板的孔加工循环以相同的方式编程。在这些应用中的每一个中,机床的选择很清晰,机加工特征的宇宙很小,定义明确。
迄今为止的应用程序也是如此。预定的机床是五轴加工中心。并且特征范围仅限于空气结构部分 - 一个列表,包括口袋,切割,法兰顶部和部分周边周围的轮廓。
测试部分
桌面(以上,右)总结了迄今为止迄今为止的成功。编程时间的节省代表了三相项目第1阶段的回报。第1阶段的目标是建立并证明基于代表部件的一组编程规则。表中所示的部件使用这些规则进行编程并在辛辛那提V5五轴加工中心运行。在第2阶段(当出现本文时可能完成),目标是改进软件的用户界面,因此规则更容易输入和修改。第3阶段将自动编程系统延伸到其他机器模型,钛,也许也可能还给薄壁铣削和新飞机零件的其他要求。(测试部件的墙壁和地板至少为0.080英寸厚,这不是当今飞机零件标准的特别薄。)
这个表格显示了节省了多少编程时间,但它也显示了大量的编程时间仍然存在。在整个自动编程过程的不同阶段,软件仍然需要人类监督员的提示和参与。然而,剩余编程时间的大部分不是由于系统的限制,而是由于系统必须处理的错误。实体模型中的错误会产生自动化系统无法正确识别的特征。这些错误可能来自设计师,但当数据从一种格式转换为另一种格式时,也可能导致微观面、分裂面、边缘无法连接的间隙和其他误解。在出现这些常见错误的情况下,程序员可能必须进行干预,使用他自己的思维和眼睛的高级特征识别能力来帮助推进过程。
模型过程
CAD模型可能包含显著的几何误差,对于那些经常使用上游创建的复杂实体模型的人来说,这并不奇怪。在许多行业中,CAD几何结构的共享问题是加工零件供应链中成本和延迟的一个来源。越来越多的人认识到这种成本和延迟的范围,从而改进了设计人员的程序,以及模型数据传输和解释的方式。那么,如果在未来,像HiThru这样的自动化编程系统能够依赖于可靠的模型,以至于它们的特征总是能被识别出来,会发生什么呢?
对于大型制造商,零部件会从设计转移到以较少的延迟制造。但小商店可能会在他们收到NC文件的非常方式的改变。辛辛那提机床的达勒姆说的供应商,这些店铺如辛辛那提可能维持各类零部件的知识为基础的编程系统,以此来支持这些商店。合同商店不妨来接受它作为标准的做法,当他们收到一份工作CAD文件,他们将该文件发送给机床制造商的运行建设者的机器上工作所需的NC程序。
这都是非常投机的。商店需要NC程序员很长一段时间。不仅是自动编程系统仍然是罕见的,而且他们还需要监视自动编程和“开发”用户的“运行时”用户,他们可以定义和改进确定如何生成刀具路径的规则。在这两个不同的层面,仍然需要人类参与。
在短期内,自动特征识别和基于知识的机械加工的问题已准备好解决是NC程序员的短路。这篇文章一直被称为自动化NC编程不能更换比大多数车间自动化可以更换人类。但它可以延长人类的范围。程序员使用自动化系统,例如迄今为止项目设想,可以专注于所有部分的最困难的方面。他还可以看到他的影响乘以,因为输入“知识”的一个实例被应用于部分部分从该时刻加工后的部分。
相关内容
起草新的球员为瑞士精密公司
一致的操作在实现高生产率方面发挥着重要作用。这就是为什么,随着商店的成长(如这个瑞士商店),它应该看看加上机器和员工 - 相互补充。
加工超级跑车
生产加工从雕刻自由加工材料的大型部件发生变化,以更难以更难以更难以更难以加工的。了解如何调整这一挑战。
瑞士型技术的进展
研发努力近年来导致瑞士型转弯的商店的效率更高,敏捷性和扩展能力。








