


分享
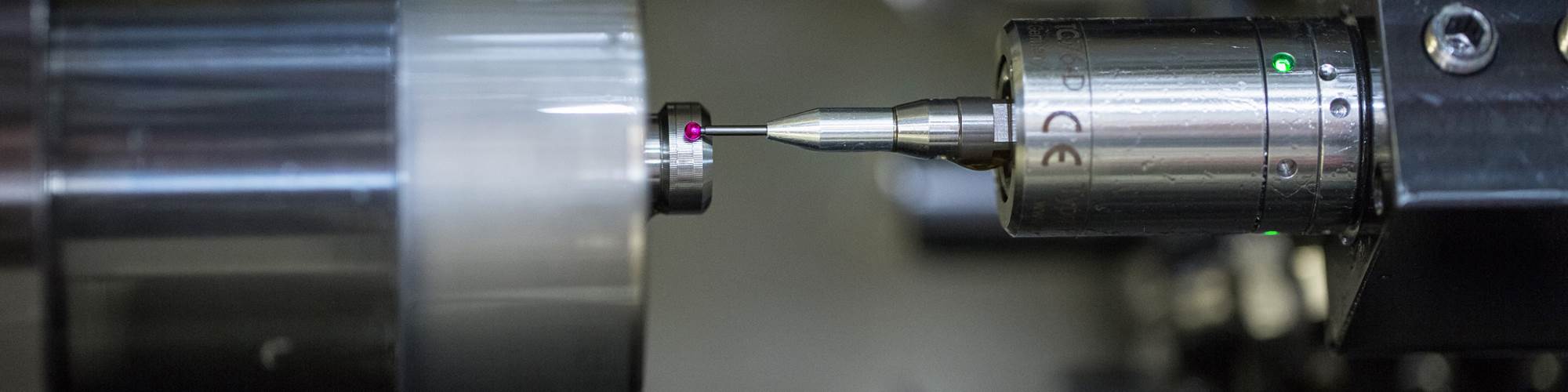
 这个机器上的探针以每分钟2米的速度扫描该组件槽的完整轮廓,以确保2微米槽的并行性。拍照学分:Blum-Novotest。
这个机器上的探针以每分钟2米的速度扫描该组件槽的完整轮廓,以确保2微米槽的并行性。拍照学分:Blum-Novotest。许多商店使用机器上的触摸探头来加速设置或执行过程控制的加工特征的过程测量。它们更常见的是在垂直或水平加工中心比瑞士型车床,原因之一是有有限的空间内的工作区域的瑞士类型容纳这样的设备。
这些探头也有两个版本-触控触发和扫描。触触发探头定位零件表面上的离散点,而扫描探头可以遍历整个表面,每秒收集数千个点来测量特征的形状、大小和位置。但是,用一个探针安装一个瑞士类型的工具并占据一个或多个可用的工具位置是否有意义?如果是这样,选择扫描探头而不是触触发模型,以利用更快地捕获更多测量数据的能力?



德国奥伯沃尔法赫的一家制造商提供了一个恰当的例子,证实了这两种观点。
迦莱曼GmbH是一家机床精度高,旋转对称零件采用多台数控车床和铣床。一个例子是Parker Hannifin GmbH公司用于压缩空气输入的复杂钢快速接头。这是一个具有挑战性的项目,因为零件的四个槽需要并行性。该公司首席执行官蒂莫•莱曼(Timo Lehmann)解释说,关键部件是螺纹、镗孔和四个轻微的锥形槽,但他表示,这些槽是“整个设计的关键点”。
实际上,如果每个槽的平行度公差超过2微米,耦合就不能正常工作。当装配好后,轻微变细的槽中包含的球不能伸出太远,但也不能从槽中掉下来。有了这种设计,快速耦合器防止了其他常见的折断噪音时分离,也使单手操作。
与加工过程一样具有挑战性的是测量槽的任务。使用一个丸红Citizen-CincomM32瑞士型车床Blum-NovotestTC76-Digilog扫描触摸探头,车间在机器上验证零件的尺寸精度。
Blum-Novotest指出,用触触发探针进行模拟测量对区域或线是有效的。然而,如果将这种探针用于这种槽测量应用,则必须测量槽上的大量点,以获得足够的分辨率。相反,TC76-Digilog以每分钟2米的测量速度扫描槽表面,在模拟、触触发数据采集的一小部分时间内产生大量的值(每秒50,000)。

由于精确的槽并行性,这种快速耦合器没有响亮的噼啪声常见的其他此类设备时,分离而使单手操作。
在这种联轴器应用的生产运行开始时,将一个参考零件夹在机器中,扫描相应槽的完整轮廓,并将主轮廓记录并保存在评价软件中。测量每一个被加工的零件,并与记录的轮廓进行比较。任何超过公差的零件都要丢弃。通过这种方式使用在线测量,Karlheinz Lehmann GmbH可以执行100%的检测,同时还可以通过探针的评估软件在早期阶段检测加工误差趋势。

扫描探头可以水平或垂直地放置在机器上,这取决于测量任务。
Blum-Novotest表示,TC76-Digilog增加的扫描力使其非常适合在车床、铣床和磨床等具有挑战性的应用。该公司表示,无论是冷却剂还是粘性油都不会损害测量数据的可靠性,因为更高的扫描力可以让探针简单地通过冷却剂。该探头可以对部件进行无方向扫描,而测量精度据说是通过该公司的Shark360技术实现的,该技术引入了一种面齿轮测量机构系统来进行偏心探测。
莱曼指出,在派克汉尼汾对瑞士型号实施扫描探针过程之前,该公司差点不得不拒绝派克汉尼汾的快速连接器订单。事实上,它现在使用这台机器来生产从1万到3万件不等的其他大量的材料,如铝、不锈钢、热处理钢和易切削钢。
相关内容
瑞士类型的机器:不仅仅是一个车床
CNC瑞士类型的机器有更多的能力内建比以往任何时候。许多这些功能可以通过附件来实现,这些附件可以提高机床的吞吐量,提高机床的工作质量,甚至减少或消除对非常复杂工件的二次操作的需要。
医疗零件正在重新定义瑞士式加工
医疗设备的加工正在改变瑞士式部件的构成。
瑞士车削工件控制
在很大程度上,由于机器的多功能性,瑞士车削正在增加其渗透的精密车削零件市场。随着越来越多的企业开始采用这种技术,我们也需要考虑一下工作保持的因素。








