


深冷处理与刀具寿命
所有的用户都能说这是可行的。为什么会这样还不太清楚,但这个概述描绘了一幅更好的画面。

这张图表显示了挤压模具在低温处理前后的使用寿命。

除了切削工具,刹车转子等易损件也可以受益于低温处理,使用寿命更长。

左边未经处理的刀具显示220小时后的磨损。中心的工具经过了低温处理,在530小时的运行后仍然可以使用。右边的工具是一种新工具。

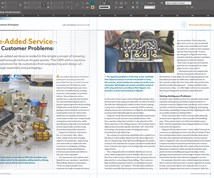
这些显微图像显示了未处理的M42工具钢和低温处理的M42工具钢在5000 × ×和30000 × ×放大倍数下的图像。在5000x ×的未处理钢中,奥氏体边界普遍存在。经过处理后,奥氏体水平低于1%,而马氏体水平(针状结构)更为普遍。当在30000 × ×处观察经处理的钢时,马氏体点阵结构中可以清楚地看到碳化物。

分享
金属低温处理的成功应用可以追溯到几十年前。已经发表了许多文章,吹嘘与未经处理的刀具相比,刀具寿命提高了5倍或更多。
然而,人们对这一过程的广泛接受却相对缓慢,部分原因是能够延长生命的深度冷冻工具似乎难以置信,而且人们认为缺乏科学数据来确凿地记录实际发生的事情。然而,有一些理论可以解释铁材料和碳化物在低温处理时发生了什么,但当试图解释为什么这个过程对有色金属材料有效时,它们就不成立了。


这篇文章集中在金属加工的刀具,而不是高尔夫球,尼龙袜,塑料和其他材料,使用低温提高其性能特性。
给它治疗
低温处理过程虽然耗时,但相对简单。一个典型的治疗周期大约需要48小时才能完成。然而,适当的低温处理的关键是时间。
每一步的时间通常是根据被处理部件的重量来计算的。从环境温度到零下300-310华氏度(液氮的温度)的冷却阶段通常需要4到6小时(每分钟1到2华氏度)。接下来是持续约24小时的“浸泡”。一旦零件湿透了,再加热到室温4到6个小时。大多数低温室都配备了一个小加热器,在最后几个小时将温度提高到近300°F,以确保材料中没有“冷点”,并提供回火。
因为气态的氮被用作冷却剂,所以要冷却的部件和工具保持干燥。在冷却阶段,氮气会清除室内的任何氧气,因此不会形成铁锈。只需要安排零件,不需要固定装置或机架。
氮气的流量和各种计时步骤由计算机控制,并使用从经验中收集的数据。一旦时间温度信息被编程,这个过程就是自动的。低温装置看起来不像冰箱或冰箱。
从低温装置中取出的工具或其他部件在颜色或外观上没有明显的变化。也不会出现尺寸变化,除了在低温处理前不当热处理的物品,可能会在冷却期间释放内应力。
根据比尔·格罗申的说法多样化的低温“缺少整容的改变是有害的。对于我的许多客户来说,没有物理变化的事实使他们中的一些人怀疑这个过程的效力。然而,当他们看到低温处理延长了工具寿命时,这些疑虑就消失了。”
不仅仅是信仰的飞跃
合金工具钢,如用于制造立铣刀、麻花钻、铰刀和其他刀具的工具钢,已成为大多数深冷处理效果研究的主题。研究表明,使用深冷处理通常可以使这些工具的使用寿命提高2 - 5倍。
解释切削工具中这些结果的理论被广泛接受,主要是因为它是基于已知的冶金原理。这些原理包括几个世纪以来用来控制铁材料性能特性的众所周知的加热和淬火循环。低温技术只是将淬火温度降至零下300华氏度。
根据路易斯安那州立大学兰德尔·巴伦博士所做的低温处理研究,在低温处理过程中有两个主要机制在起作用。首先,他写道,“超冷处理似乎将金属中的残余奥氏体组织转变为马氏体,这种组织非常硬且脆。然而,当金属恢复到室温时,马氏体被回火以提供更好的韧性。
马氏体组织比奥氏体组织更好地抵抗塑性变形,因为马氏体点阵中的小原子比更开放中心的立方奥氏体点阵中的小原子更有效地“锁定”铁原子。从- 320°F的低温缓慢升温到室温回火马氏体,使其比未回火的马氏体更能抵抗冲击。
其次,Barron博士写道:“对工具钢等高合金钢进行深冷处理,会在钢中存在的较大碳化物颗粒之间形成分散在马氏体组织内的非常小的碳化物颗粒。
“这些小颗粒加固钢材的方式类似于由大骨料制成的混凝土与由非常小骨料(砂)制成的混凝土。较小的骨料比使用较大的岩石制成的混凝土更坚固。马氏体基体内的小而硬的碳化物颗粒有助于支撑基体,并在磨料磨损中抵抗外来颗粒的渗透。”
通过深冷处理,硬质合金刀片和成形工具的耐磨性也有所提高。在这里,人们认为硬质合金刀片在处理的冷却阶段会轻微收缩,在硬质合金和粘结剂之间的微孔内产生一些塑性流动。当碳化物回到环境温度时,会在孔洞表面留下压应力。这些压应力,反过来,倾向于抵消由孔洞造成的局部弱化,从而导致耐磨性的整体提高。
让它成为过程的一部分
利用低温技术可以大大降低成本,延长工具寿命。刀具一旦被处理,就会被终生处理。除了更长的切割时间,这些工具磨损更少,所以重新锐化需要更少的材料,所以可以做更多的再磨。对于熄灯操作或轻微切削,更长的可预测的刀具寿命可以使过渡到无人操作的压力更小。
然而,为了充分利用低温处理,工厂必须将其包括在规划过程中。这和把零件送出去电镀或镀膜没什么区别。周转时间必须计算到交货计划中。
同样,低温处理过程本身需要2天,因此需要将发送待处理刀具的时间计算到生产计划中。当然,就像许多机械商店一样,包括Diversified Cryogenics,你可以在内部进行加工。
相关内容
螺纹旋转的基本知识
对超长径比高价值螺纹零件的快速增长需求,使美国商店和制造商对螺纹旋转技术产生了极大的兴趣。
插入涂层工艺和材料指南
很少有材料能比硬质合金对我国经济和工业化文化产生更大的影响。
车床上的拉削
在被车削的零件上制造键槽、花键或类似的纵向特征通常需要在拉削或开槽机上进行额外的、耗时的二次操作。这意味着将零件从二次操作移动到二次操作,需要额外的设置、额外的劳动力和每小时机器成本,以及所有与二次操作相关的头疼问题。








