


分享

这款带有两个五轴头部的CNC机器可以同时执行去毛刺和倒角操作。
部分去博堡是CNC加工的一个固有必要的邪恶之一。你如何处理它?用刀子手动使用商店人员?您是否编程了您的加工中心要做呢?
如果它是前者,你的机器运营商(或其他员工)必须投入时间,而不是执行其他人,也许更有价值,任务。此外,结果可能因人员而异。如果它是后者,那么当它可以在重型铣削或转动下一个复杂部分时,机器被捆绑在执行清理工作。而且,可能更糟糕的是,从去毛刺作业中的磨损运动员可以将他们的路径朝向机器的线性导轨和滚珠丝杠,这可以降低其定位精度,也许最终会使该临界设备降低到维修。



振动翻滚可以是另一种选择。但是,这可能需要屏蔽重要零件功能,并且对于只有一个这样的机器的商店,频繁设置,因为不同作业可能需要不同的媒体。
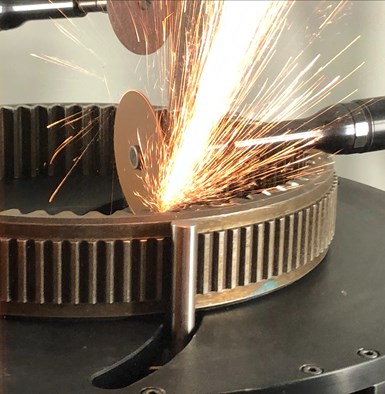
兼容的技术使得去毛刺和倒角工具可以在零件上保持恒定的力量,因为工具遵循零件功能。
科罗拉多州布鲁姆菲尔德的詹姆斯工程,提供了一种自动替代方案,其11轴最大5个CNC去urring和倒角机,包括专有的符合技术,可以速度和简化编程,设置和操作。
整装待发
詹姆斯理查德在20世纪80年代初开始他的公司。此时,他开发了精确的去毛刺和倒角技术,以完成一级方程式赛车中使用的齿轮。他继续为汽车,航空航天和无数其他行业创造数百种定制齿轮去毛刺和倒角机器。最新的最新开发最多可使该过程不仅可以应用于齿轮和轴部件,而是对棱柱组件应用。

定位工作台上方的运动组件有助于确保Swarf和磨料不会对其运动产生不利影响。(在此图像中,删除了机器的顶部机箱。)
该机器由两个,五轴头部和C轴旋转工作台组成。伺服电动机使用具有多个预载轴承的硬化,镀铬,地轴和载体,通过X-Y顶部龙门定位头部。可以快速的动作可以作为1,500 IPM。此外,架空设计意味着Swarf和磨料材料不会向下工作到载体或龙门轴上。此外,该机器具有多个喷嘴,在200GPm时,多个喷嘴输送水性冷却剂,不仅可以在操作期间保持部件和工具冷却,还可以在操作过程中保持冷却。
两个头可以使用各种刷子和磨料工具同时执行整理操作,以最小化上面演示视频中所示的整体循环时间。Richards还开发了一个紧凑的4,000-PSI液压驱动电机,用于头部,只提供一个移动部件,没有叶片提供高达25,000转/分钟。提供12种工具。这些使用一个螺栓安装到头部。

工具可以仅使用一个螺栓从头部改变。
这个过程的核心是符合要求的技术,理查兹比汽车的前悬架更值得。使用气动和阻尼剂使工具能够在沿着它的特征的轮廓遵循它来完成的部分来保持恒定的力。这意味着不需要改变编程的刀具路径来调整易溶性工具,例如可以从直径为1.25英寸的刷子,并且在其寿命上减少到0.75英寸。(另一个兼容的技术类比是唱片播放器针遵循相册中的凹槽的方式。)
这也简化了编程和设置。编程MAX 5是零件手动教学,在机器的三菱控制上的部分会话。不需要部分实体模型。由于柔顺的技术,诸如刷子之类的工具不必正如铣床上的切削工具那样正如所示。操作员将捕获画笔的初始XYZ坐标,将其慢跑到零件并记录该位置(通常是工具符合行程范围的中点)。这是针对所有工具和操作执行的。还输入了诸如进料速率和柔顺力的值(根据毛刺尺寸,倒角精度等而变化),并且如果需要,也可以进行刀具位置的微调。

编程机器是零件手册教学,在机器的三菱控制中的部分会话。
理查兹说,一家商店最好的程序员可能是多年来一直掌握的人,并且准确地了解工具需要接近的角度。该控件可以存储多达100个零件程序,该程序指的是“食谱”,以将它们与在后台运行的操作程序中区分开,它为机器开发。单个操作可以被链接在一起,就像一个词处理器的复制和粘贴功能,以进一步速度编程。此外,所选操作使公司称之为“集中的去毛刺”,因此只触及需要这种完成操作的部分功能。







