Bolt On Deburring
Burrs are a nemesis for most metalworking shops. And cross-hole burrs are among the worst cases that shops encounter. For most applications, deburring must be done off-line as a secondary operation.
Share

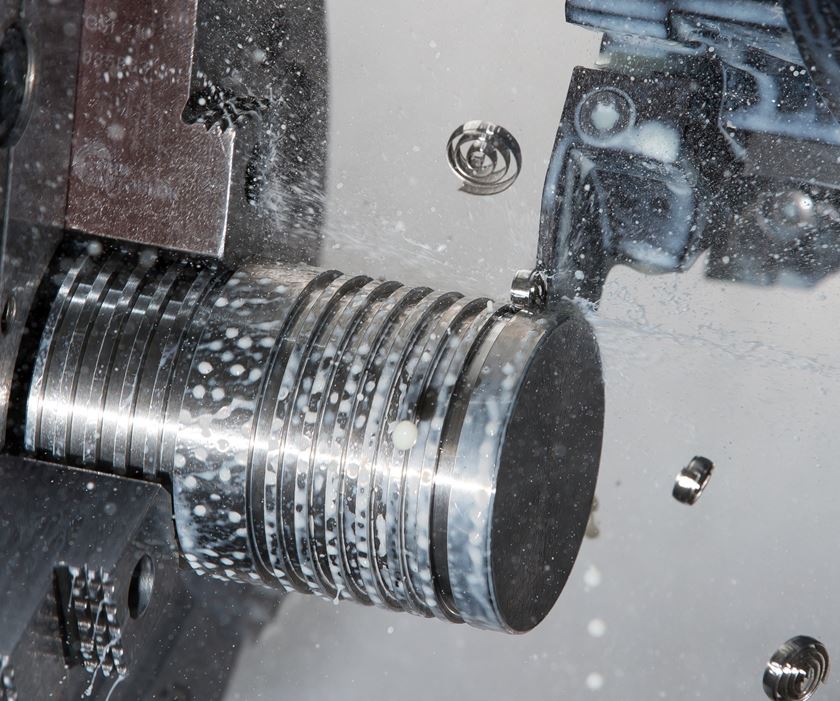
The Orbitool deburring cutter is designed to clean up burrs created by intersecting holes.

This deburring attachment is available for turning centers without a live tooling option. Driven by a flexible cable, the grinding attachment uses a collet-mounted deburring tool that deburrs cross-holes in-process, eliminating the need for secondary operations.
Burrs are a nemesis for most metalworking shops. And cross-hole burrs are among the worst cases that shops encounter. For most applications, deburring must be done off-line as a secondary operation.
J.W. Done Corp.(Foster City, California) has been successful at implementing in-process cross-hole deburring in many machine shops using the live tooling option on turning centers. Eliminating the need for secondary deburring operations results in significant process savings. However, in many production shops the equipment is less sophisticated—specifically, lacking live tools.
Featured Content



In response to this, J.W. Done has created a tool—actually, an attachment—for a regular lathe that adds live tool capability at nominal cost. The attachment is intended to enable shops to use the company’s line of Orbitool deburring tools on lathes to deburr cross-holes at the spindle.
The attachment consists of four main components: body, hanger fork, turret fork and the live deburring tool. The deburring tool is a flex-shaft driven, angle-head grinder attached to the body.
An Orbitool deburring cutter mounts in the collet of the attachment grinder. The flex-shaft is connected to a 110V motor located outside the lathe work chamber. The motor is variable speed, which ranges from 2 to 20,000 rpm. The motor is wired into the CNC controller and programmed to turn on and off with M codes.
The two forks engage the body. The design is such that when only one fork is inserted into the body, the body and fork are locked together. When both forks are inserted, neither one is locked, making it possible to withdraw either one.
The turret fork is installed in an available tool position on the turret. The body (and grinder) are suspended on the hanger fork and are mounted inside the chamber at a location where the turret can reach it. It operates like a toolchanger, using the late turret as the actuation device.
When a deburring operation is required, the turret picks the deburring tool off the hanger fork and takes it to the workpiece. When the deburring is finished, the turret hangs the deburring tool back onto the hanger fork.
In-process deburring can result in more consistent part quality and much improved throughput. A similar attachment is being developed for multi-spindle screw machines and will be introduced in the near future.