分享

该系统将高压水射流去毛刺和低压零件清洗和干燥结合在一个紧凑的单元中。
对于液压和气动元件、汽车传动元件、泵和阀壳、喷嘴等,清洗规范可以更加严格。在加工或研磨这些零件后留下的毛刺、屑或碎片会导致产品在使用过程中失效,这就是为什么在组装之前经常需要进行二次加工的原因。
传统上,需要多台设备-有时来自多个供应商-来完成所有必要的整理工作。然而,Ecoclean的EcoCvelox将高压水射流去毛刺(五轴)与低压零件清洗和干燥结合在一个紧凑的单元中。这消除了使用各种设备供应商的需要,模块化设计可以根据需要进行未来扩展。



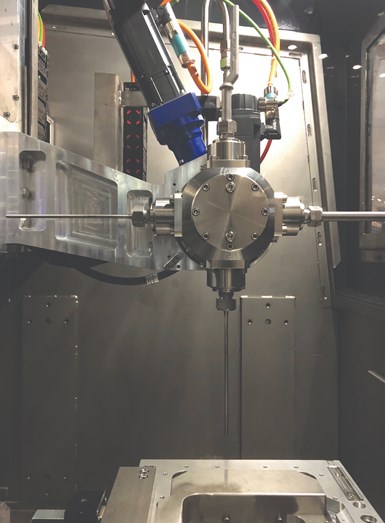
炮塔选项可容纳多达五个水射流去毛刺工具复杂的零件。通过金属3D打印可以优化刀具几何形状。
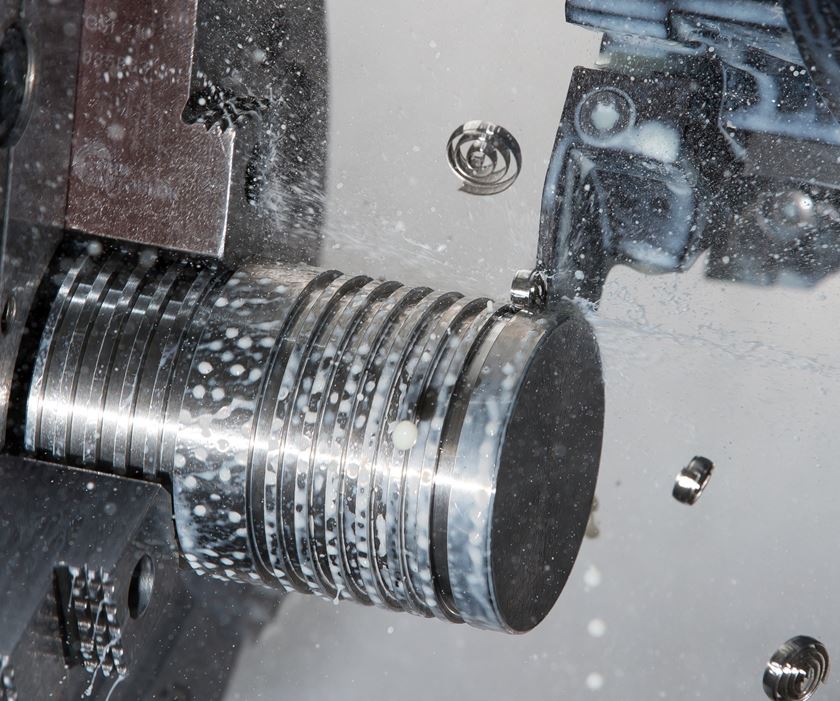
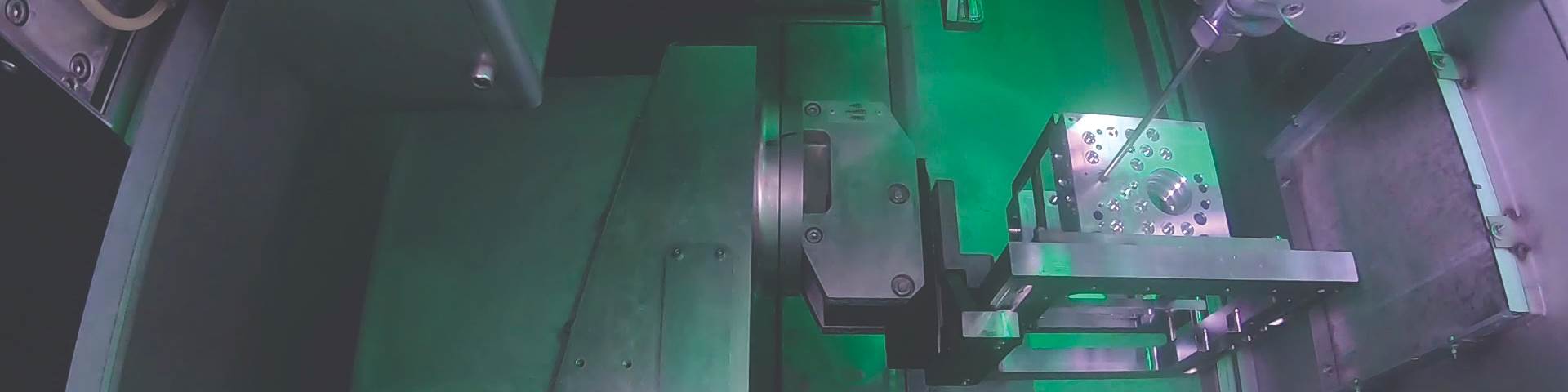
重达10公斤,大至200 × 200 × 200毫米的零件固定在托盘上,由手动或通过机器人或龙门装载机运送到去毛刺站。(可以设计托盘来接受多个较小的部件。)托盘安装在去毛刺站的b轴分度台上,相对于水射流工具定位要去毛刺的特征。单个水射流工具的压力为1000bar,当然也可以选择3000bar。对于更困难的去毛刺选项,一个炮塔可以容纳多达5个工具,工具到工具索引时间为1.5秒。
工具的几何形状范围是可能的。事实上,该公司可以通过使用金属3D打印机来优化工具设计。编程去毛刺操作可以在机器控制下完成,也可以使用CAD/CAM软件离线完成。后者对于复杂的部件特别有用。摄像头系统也可以集成到去毛刺站,用于零件识别/验证。

注意由金属3D打印创建的偏移工具。
标准EcoCvelox系统具有一个用于去毛刺站的y轴托盘处理单元。为了更高的吞吐量,第二个托盘处理单元可以集成。
线性驱动运动系统将带有去毛刺部分的托盘以每秒5米的速度移动到清洗站,用于喷射冲洗、喷雾和选择性冲洗,或清洗过程的组合。高速气流吹离和/或真空使零件干燥。
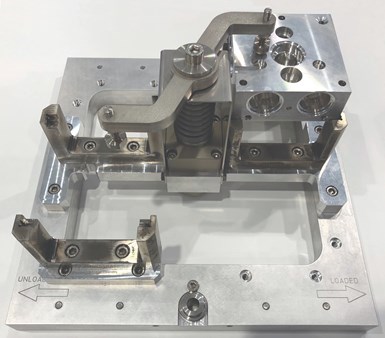
托盘可以接受零件测量200 × 200 × 200毫米。多个更小的部件也可以固定在那个工作包层中。
工具磨损(压降)是水射流去毛刺过程中固有的,这将导致在一定的作业小时后更换工具。据称,EcoCvelox的操作软件和驱动控制的变频高压泵可根据工具磨损情况调整水射流压力水平,使工具寿命延长50%。

可以使用CAD/CAM软件离线进行去毛刺操作的编程。
该系统的控制功能是一个类似平板电脑的19英寸触摸屏显示器(HMI),其中所有系统组件都用彩色代码图形化表示,显示它们的当前运行状态。操作人员可以通过触摸给定部件的图像来访问数字文档,如流程或电路图以及备件清单,以加快零件的订购和交付。
相关内容
数控车削的一种新方法
这种车削过程利用车削机的b轴主轴来改变刀具的接近角度,以优化芯片控制和进给速度。
关于线程滚动的5个事实
与减法加工不同,螺纹轧制不去除材料,而是使用冷成形工艺快速和精确地移动和塑造韧性金属到螺纹形式。在这里了解更多关于线程滚动和工具改进的信息。
无毛刺微螺纹旋转
螺纹通常是加工零件时的最后一个操作,这就是为什么该过程需要可靠和高度精确。DC Swiss开发了一种内螺纹旋流器,使微螺纹无毛刺,即使是在要求高、难以加工的材料上。