


艺术用冰鞋
Oliver Wendell Holmes说:“所有局限都是自我强加的。”此声明通常认为,因为机械师在浏览应用程序中应用他们的创造力。


冰川通常用于制造机械铅笔的提示。

像剃刀工具一样,掠过工具在工件(或以上)的工件下通过,但它的设计横跨其切割面有两个角度。在生产这些宽头体的箭头的生产中使用了两个掠夺工具,在一次操作中删除零件。

应考虑两个主要剪切角,取决于材料:23度,用于无氧材料的角度,两者均为15度,在自由加工钢上。
分享
什么是逃课,为什么我们没有听到更多关于它的信息?正如我祖父经常对我解释的那样:“约翰尼,刮胡子远不是科学,而更像是一种艺术形式。”一个机械师需要有创造力,甚至开始考虑要削掉一个零件。”用今天的术语来说,机械师需要跳出常规思维。
1962年,我的祖父莱斯特·g·德特贝克(Lester G. Detterbeck, Sr.)撰写了许多时事通讯,其中有一篇主要是关于偷情的。它开始,“skive工具的常见用途是形成身体,它的长度和轮廓使形成不切实际。在20或30年前(1930至1940年),铅笔的一个常见用途是制造自动或机械铅笔的笔尖。其显著的特点是可以在大端露出的情况下进行钻孔和攻丝。然后在炮塔操作完成后,skive工具将进入并完成整个尖端的形状,尖端夹头的直径减小到1/16英寸或5/64英寸。”



人们可能会在一个非常好的机械师工具箱的底部抽屉中引用偷偷摸摸的工具,取出所有其他选项失败。对我来说,它一直是一个令人兴奋的工具,允许一个达到正常的稍微达到更远的工具。这就是让最好的机器师退后一步,“哦,那很酷!”
比较的结果如何
掠过工具类似于剃须刀,因为它在工件(或以上)下方。然而,与剃须刀不同,掠过工具通常设计有两个角度,横跨其切割面 - 侧耙(俯视工具顶部)和前耙(从工具的侧面看)。双角可以剥离远离部件的材料。当刮刀工具通常在一侧上除去0.005英寸至0.010英寸时,掠过工具可以去除更多材料的平移量。
与表单工具不同,该工具切断了一部分的中心线,掠过工具通过拆卸材料。反过来,由于其设计,工具通过切割而支撑工件。这种设计允许掠掠工具实现比表单工具更大的成形比率更大。正常,不受支持的形成操作可以形成宽度的区域
2 1/2×直径(形成比)。支撑部分可能与表单工具的5至1个成形比(宽度为5倍)获得。然而,掠过工具能够在支持的不受支持的部分上实现5比1的比例,并且当支撑零件时高达8到1。当它在工件下运行时,它也可以烧伤表面,这有助于提供与成形相比的优越的终点。
应用技术
回到20世纪80年代,我在伊利诺伊州的伊利诺伊州的一家棕色和夏普上制作了一份工作,这是为射箭箭头制作宽头尸体。零件由1/4英寸直径2011铝制成,一端有螺纹。整体长度为13/4英寸并全部形成。零件完全超出正常成型比,所以选择了冰川。我们能够在一个操作中使用两个冰鞋工具并丢弃零件(少于刀片的插槽)。一个冰刀工具安装在背面滑动的00丁香垫刀片上,另一个掠过的工具在安装到前交叉载玻片上的特殊块上倒置。
我的祖父当时告诉我,手术不会成功,但我是个固执的年轻人,我们还是进行了手术。这是一个应用程序,阐明了真正的刮胡子艺术。背面滑动skive可以很容易地通过Detterbeck holder调整,但前面的滑动工具需要一些花哨的垫片,以得到一切适当拨号。用旧香烟上的纸和一点点铝箔,直到它刚刚好。让我高兴的是,这些零件运行了很多年。每次订购新工具时,我都会像电视节目《功夫》(Kung Fu)里的桂昌凯恩(Kwai Chang Caine)那样,从师傅手中抢过石子,微笑着。我想老师也在笑,因为我已经学会了刮胡子的艺术。
虽然许多商店使用不同的剪切角度在他们的skive工具,我们确定了两种主要的工具:一套有色金属材料(黄铜和铝)和一套免费加工有色金属材料。对于有色金属,我们的选择是23度为两个角度,和自由加工钢,15度为两个。令人惊讶的是,这些角度与Brown & Sharpe切割工具推荐的切割角度相匹配。多年的试验已经证明这些角度是最佳的,但有时也会使用其他角度。
人们必须记住十字滑梯的旅行限制。举个例子,直径0.250英寸的物体被削宽2英寸,黄铜所需的抛距可达1英寸。有些机器不能提供太多的旅行在他们的横向幻灯片。在这种情况下,使用双角(箭头点)来限制所需的投掷或行程。必须注意箭头点的设计,这一点是设计成一个自然的几何变化的部分。铲刀应安装有轻微的后锥度(0.004英寸),因为当它们通过工件时,如果滑块磨损了,铲刀会被绑住。当skive工具向上倾斜时,箭头的顶点(点)将在部分留下一条可见的线,这可能是不可接受的。
最大化的功能
正如我们谈论冰川的艺术,我们也必须在其局限性方面。已经提到了冰川率的限制。任何值得他的盐的机械师都知道一些材料比其他材料更具交流。在黄铜或自由加工铝制品(2011)的零件上,巧克力可以创造出色的结果,长度长,花哨,华丽的形状。在钢材中,小心必须用于转向更换加工等级,并未盲目地接近更强大的成绩,以至于结果是相同的。是的,可以使用那些更严格的钢等级,但与它们一起,必须考虑到掠夺工具材料和掠过工具正面的角度。
与锐利工具一样,掠夺工具在垂直墙壁上产生令人满意的墙面存在问题,导致这些墙壁的宽容时的风格设计。受零件公差的限制,以及客户要求,如果该工具设计有轻微的纸张,芯片制作动作会大大提高,又改善了墙壁的饰面。
我们还发现直径减小的“甜点”是存在的,即无论成型比如何,刀具可以减少给定直径的多少。我们对有色金属的经验法则是80%,有时是100%。你说百分之百?是的,我们曾经做过一件偷工换料的事,用螺旋机把整个球都刮掉了。在我们添加了一个大头针后,工作工作得很好,这个大头针将把球从skive工具上移开,因为它从伤口后退。
对于免费加工黑色金属,我们建议直径减小直径的一半。在1英寸直径部分上,最大减少为1/2英寸直径。任何更大的东西都会被迫过大的咬得开始,并且工具将抓住。如果直径首先可以粗糙转向较小的直径,可以克服这个问题,因为我们用宽头体。在这种情况下,我们在滑动之前转动螺纹直径,因此掠过仅需要将直径放在螺纹根下方。
在黄铜或铝中,每个0.100英寸的股票直径0.001英寸,最大为0.004英寸,是饲料建议的良好起点。对于钢铁,我们建议从用于黄铜的50%的饲料速度开始。与始终一样,这些都是起点,并且随着作业运行以优化生产,始终可以调整。
我们从高速钢,耐碳化物和碳化物尖端的工具中建造了掠夺工具。最近,我们完成了可插入硬质合金提示的作业,因此操作员可以简单地即插即用。碳化物的关键是倾斜或插入,是使碳化物足够深,所以工件不跑过碳化物的背面。在耐碳化物或高速钢中,这不会发挥作用。由于剪切角,所需的插入件远远大于我们通常用于可插入的工具的1/8英寸厚的插入件。订购工具及其客户的机床构建器对结果感到满意。
冰川的局限性就像绘画的帆布一样,它们只能将创造力推向更大的高度。我不是告诉机械师无法做到的;他们将移动天地,以证明一个错误的声明。有一天可以成为拯救工作的特殊工具,从而挽救了一个失败者,使其成为一个胜利者。它将是创造性的机器师,他们将其灰尘抵碎并使其工作。然后他们可以忍受并询问,“你想要你的鹅卵石吗?”


这个典型的掠夺工具(侧视图和顶视图)显示了用于帮助剥离远离零件的双角。在这种情况下,工具安装在类似于刮刀刀架的支架中。

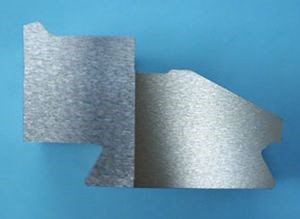

箭头点(双角)刮刀适用于由于机器或所需的周期时间限制而造成的抛程或行程限制的情况。箭头的顶点位于一个特征上,不会显示工具的轻微后锥度。

扁平型鞋形鞋工具安装在滑雪刀架上或用螺栓固定在交叉滑板上,以便将其通过工件。前缘应该先与工件联系。
相关内容
酒吧给料机基础
在考虑如何合理地使用棒材给料机进行车削操作时,一些主要因素常常被忽略。
了解CNC夹夹夹头
转弯的工作通常相当基础:选择落到卡盘或夹层。本文何时考虑夹头查克以及给定应用程序的类型可能最适合。
长长,细长的零件具有紧张的公差
下面介绍一种最古老和最有效的螺杆机生产方法,用于长而细长的、具有近直径公差和精加工的部件,或需要真正球形半径的部件。








