



分享
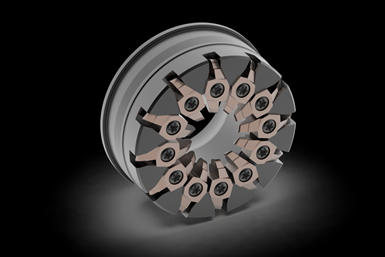 新的刀片涂层技术具有无缺陷、亚微观表面质量,适合于刀片在螺纹旋转过程中遇到的切削载荷。照片学分:GenSwiss
新的刀片涂层技术具有无缺陷、亚微观表面质量,适合于刀片在螺纹旋转过程中遇到的切削载荷。照片学分:GenSwiss作为读者生产加工杂志,有一个非常好的机会,您已经投资数控瑞士车床技术或您有非常浓厚的兴趣在这样做的未来。也许是这些机器所能达到的精密程度,或者是您正在考虑的一个长期的、大批量的生产工作,并且需要这种设备提供的能力类型。
有一件事是肯定的:线程操作是几乎每一个瑞士机械商店将遇到的东西,每一个瑞士机械师应该知道这个领域的最新进展。毕竟,瑞士数控车床的另一个名字,虽然有点“老派”,是“螺旋机。”虽然这不是这个名字的起源,但线程是他们真正擅长的事情。



特别是,螺纹旋转是一种普遍进行的穿线工艺,在瑞士类型,最近已取得进展。新的插入技术和模具设计使得这种替代传统的单点螺纹生产效率更高。
But, before taking a look at the advancements in thread whirling tooling technology, let’s take a step back and provide a bit of guidance for any “guide bushing greenhorns” out there by reviewing an aspect of the signature design element of Swiss lathes as it relates to machining threads. When threading using a traditional single-point method on a Swiss machine (or any lathe for that matter), several passes with the tool are required to achieve the full depth of the thread form. This tends to not be too much of a concern with large-diameter screws that use 60-degree included thread forms because the metal removal rate is low and workpiece deflection is minimal. Therefore, the tool pressure required to cut these kinds of threads is relatively low as well.

在执行单点螺纹时,瑞士型导向衬套提供的支持可能是无效的。线程旋转不是这种情况。
然而,由于滑动主轴承和导套安排Swiss-type车床的功能或需求工件被加工,这可以创建一个机会对工件的“脱落”导向衬套,因为它是通过线程来回传递的工具,导致挠度和刚度的损失。当螺纹大直径小于螺纹粗直径时,这种现象更加普遍。导套提供的支撑无效。然后再考虑一些金属去除,以制造更有侵略性的“支架式”螺纹,比如骨科和创伤修复手术中常见的用于固定骨头的植入物。单点线程成为以低成本的方式完成工作的次要手段。根据线程特性的不同,这些深度线程可能需要多达40-50个遍历才能完成。
这里可以应用线程旋转以增加这种线程的生产能力。但线程如何旋转工作?需要四个组件:CNC瑞士/滑动磁头车床;专门用于此过程的专用直播旋转附件;刀圈/机身;和多个硬质合金切割工具插入所需的螺纹形式的精确接地。这些工具组件在单次通过中,从股票直径的“旋转”瓦斯托,从库存直径到成品标准或自定义螺纹形式。
这是如何完成的?切割作用是类似于内径螺纹铣削的铣削过程,但是在工件的外径上。这通过确保在导向衬套内保持刚性,而且通过调制每个牙齿和C轴转速来调制芯片负载,这使得通过调制芯片负荷和C轴转速来保持完全控制质量和速度。与单点螺纹相比,通过使用切割器主体中的多个切割器可以实现更高的金属去除速率和更好的表面处理。当随着大多数机器的高压冷却剂能力配对大多数机器时,切割区可以保持清澈,不含伤疤。结果,可以获得非常高的速度,从而在单个通过中导致无脉冲成品线。
先进的螺纹制造是“加分项”
现在,让我们来看看这个过程的进步。在推进制造技术的世界中,碳化物涂料是一名主要参与者,帮助实现更高的吞吐量。瑞士的Utilis AG最近推出了其专有的UHM10 TX +工具,其结合了碳化物基板和涂层,不仅设计为不仅是钛和钛医疗不锈钢应用,也可用于高温合金。这种新的涂层技术具有无缺陷、亚微观表面质量的特点,非常适合于在螺纹旋转时遇到的各种切割载荷。边缘质量是一个重要方面,保持螺纹形状精度和TX+提供加强边缘条件,而不变形的几何形状。当导程角度调整、刀具中心位置和插入精度对工件上制造完美螺纹至关重要时,这是至关重要的,特别是在螺纹直径小于3毫米的情况下,螺纹顶部锐度可能是一个主要要求。
添加一些范围
在小直径专业螺纹形式,刚性设置和距离导向衬套可以成为一个问题。传统上,解决这一问题的方法是获得一个加长的机头导向衬套,使坯料和工件更接近螺纹旋转镶件的“飞行圈”,以防止抛光和镶件破坏谐波的发展。任何使用过加长鼻头导向衬套的人都可以证明,这有时会变得很麻烦,因为所有传统的车削工具现在都需要从工具盘向外移动,以补偿导向衬套的移动。因此,需要大量额外的设置工作,以使旋转操作与这些较小直径的工件。另一种方法是使插入飞行圈更靠近工件。对于广泛的选择的商业可用的旋转附件(无论是从机床制造商oem或在售后市场上的公司,如GenSwiss)现在,现在有刀具环,内置正面换档在插入飞行圈定位。

虽然实时工具驱动可以提供5000到10000 rpm的速度,但螺纹旋转往往只需要2000到3000 rpm。
例如,让我们假设车床的现场旋转工具定位距离标准导向衬套到碳化物插入件的中心线的15毫米距离。工作需要在6AL-4V钛中旋转2.5毫米的主要直径,双铅支架式螺纹形式。该商店有小直径的Barstock已经手动生产这些螺纹部件。虽然该螺纹非常适合于旋转,但直径意味着必须特别小心控制在股票直径同时切割两个引线可能发生的振动。这是转向插入圈圈更靠近标准长度导向衬套的移动环,以构成其中一些距离闪耀。可以使简单的Y轴换档校正在Barstock的切割位置重新置于插入形式。通常可以使用没有延伸的鼻引导衬套的换档环实现成功。
加速并冷却它
许多现代的瑞士车床现在提供的实时工装驱动能够在开箱即用的情况下实现更快的速度,这在很大程度上得益于智能电机技术的进步,但也得益于微工装使用所需的更高转速。许多型号的活模具速度从5000到10000 rpm的活模具驱动。在作业中实施旋转作业时,应考虑到除螺纹旋转外可能需要进行的任何微端铣削或钻孔工作。在大多数应用中,旋转作业一般只需要2,000至3,000转/分,而额外的微加工可能需要电机以全可用速度驱动,使旋转的主轴处于其他情况下可能不需要操作的速度。
如果您正在阅读这篇文章,不理解这里的重要性,请注意,大多数瑞士机器模型驱动所有活的工具位置从一个单一的马达。因此,当运行钻头或立铣刀时,旋转的主轴也将以更高的速度旋转,而不是在切削过程中,这将增加其里程表上的里程数,尽管在这些更高转速的操作中不能制造芯片。一个很好的方法来优化设置,不仅得到最好的生产力的机器,而且得到更长的寿命,从你的旋转主轴和其他活工具是配对的高速主轴单元,这可以帮助降低带电模具运行的整体电机速度,同时保持微工具操作的最佳表面速度。齿轮驱动的速度倍增器主轴很容易为许多制造和型号的瑞士机器。

冷却液通过旋转的附件和刀环,可以确保可靠的冷却液直接输送到切削区域,帮助排屑,保持润滑和刀具寿命。(插入的图像显示切割环的插入被移除,显示了环的内径端口。)
不应该被忽视的另一个设置考虑是能够提供从切割区域提供充足的冷却和芯片疏散。以前,通常通过将高压冷却剂管线运行到切割区域并使用可弯曲管仔细地瞄准喷射流来实现这一点。这在清除旋转动作创造的粒度芯片时是有效的,但可以很麻烦,完美地调整和瞄准,将昂贵的设置时间添加到作业中。通过瑞士的PCM Willen SA开发,进入冷却液,装备的喷气式旋转附件和刀具戒指,以其旋转附件。
这种新型的流线型设置可以确保可靠的冷却液输送,并将切削液直接导向切削区,帮助排屑,保持润滑性和刀具寿命。冷却液/高压油通过刀环本身进入刀环内部的冷却通道。高压油射流的角度很小,并根据插入物的标距长度进行校准,从而消除了是否实现了润滑和最佳冷却的任何问题。新的冷却剂环设计的另一个好处是,它还可以通过小弹簧锁紧螺钉从旋转附件的背面附着,当需要将硬质合金插入到一个新的边缘时,可以节省更多的时间。高压,快速释放线使交换或索引插入比以往更容易。
留在前面
毫无疑问,激进的螺纹将继续成为医疗骨科行业的主要产品,没有比螺纹旋转更好的方法来生产它们的速度、精加工水平和质量控制。对于更基本的螺纹(如长零件上的UNC/UNF螺纹),也可以升级为旋转,以节省成本,特别是在处理产生丝状延展性芯片的材料或需要分割螺纹以防止从导套中脱落的应用时。通过确保您的工艺使用了可用的尖端工装技术,您的操作将能够在未来几年保持竞争力和领先优势。
相关内容
螺纹旋转的基本知识
对于具有异常高度高度的螺纹部件的高价值螺纹部件的需求迅速增加,在美国商店和制造商之间的螺纹旋转技术造成了很大的兴趣。
切削长,细长的零件,有严格的公差
这里是一个最古老和最有效的方法螺丝机器生产的零件是长和细长,有近直径的公差和抛光,或需要真正球形半径的零件。
低温处理和切削刀具寿命
所有用户都可以说是它的工作原理。为什么它的工作量不太清晰,但这概述画出了更好的画面。








