Adaptive Machining For Turbine Blade Repair
Real-time-responding CNC brings new possibilities to difficult machining applications.
Share

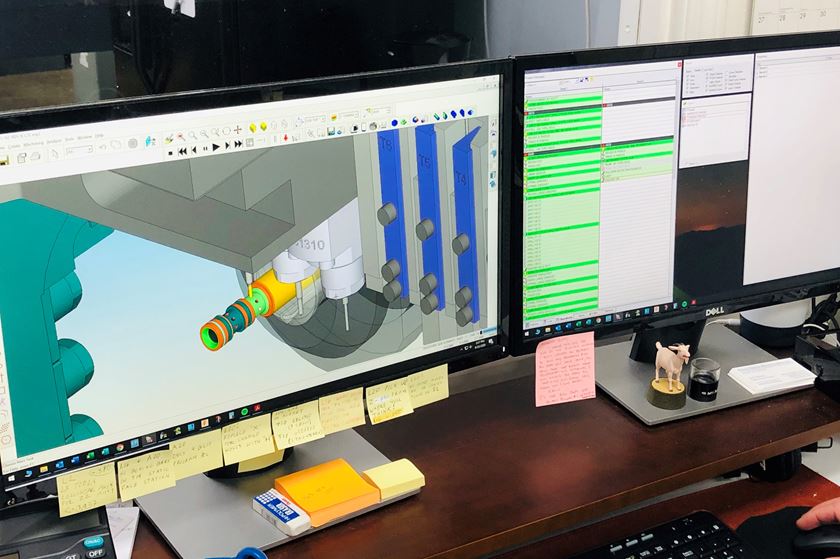
Blade and blisk repair using adaptive machining starts by scanning the component. Laser digitizing, which offers an alternative to traditional touch probes, is particularly effective for rapidly scanning large surfaces.

Adaptive machining automatically modifies programmed tool paths to cope with subtle part-to-part geometric variations encountered when repairing turbine engine components.

The term “adaptive machining” is widely used these days. In general, it describes a technology that adapts manufacturing data to suit changing conditions. Adaptive machining is typically used when individual components in a batch have slight geometric differences. These components often require blending and/or polishing operations that count on the skill and dexterity of the human hand.
某些据说自适应的系统实际上提供了最佳拟合能力。也就是说,它们将工件与已知的基准位置保持一致。真正的自适应加工技术解决了使一个工件与另一个工件不同的具体变化。它使用扫描系统,特殊软件和与CNC计算机控件集成的随之而来的计算机来对该过程进行执行控制,从而自动修改编程工具路径以应对细微的零件对部分变化。
Featured Content



Processes for manufacturing and repairing blades and vanes used in gas turbine engines are inherently suitable for adaptive machining. That’s because they pose a wide range of complex geometry-related challenges, often requiring five-axis machining strategies. That said, some repair operations such as airfoil recontouring following weld repairs are still performed manually. This is why the gas turbine industry is a main focus for TTL, a UK-based company that has been designing and delivering custom adaptive machining systems for nearly 20 years. TTL is part of StarragHeckert.
An Adaptive Example
A demonstration that TTL performs to illustrate the capability of adaptive machining technology is a five-axis engraving
operation on the surface of uncooked chicken eggs. Like the blades, vanes and combustion components that make up modern gas turbines, no two eggs are identical.
The first step is to digitize the egg’s surface. The captured data is transferred to a computer that processes the data and models the egg’s size and shape. Machining tool paths unique to a particular egg are generated based upon that data. The resulting NC code controls the five-axis machine and allows it to engrave the egg’s shell at a pre-defined depth of approximately 0.05 mm (0.002 inch) regardless of surface variations.
The challenges in engraving different eggs are technically equivalent to machining new castings or forgings and removing the coatings or excess weld when repairing turbine components. Good results can be achieved with the appropriate combination of fixture design, type of machine tool and machine tool setup. For repaired turbine components, for example, blend accuracy between repair weld and parent material with a step size as small as +0.00 mm/+0.02 mm (+0.000 inch/+0.0008 inch) can be achieved.
Adaptive machining technology is also effective in repairing blisks (bladed disks). The one-piece blisk design replaces the traditional series of individual blades that make up the stages of a rotor. Blisks have become widely integrated into rotor designs in recent years because they offer significant performance advantages over single-blade designs. Blisks are primarily produced using five-axis machining operations to achieve the required cycle times, accuracy and surface finish. They are more expensive and complex to manufacture than single-blade designs, so there is significant interest in developing cost-effective methods to repair them. However, their complex geometries make the blisk repair process equally as difficult as manufacturing new ones.
当闪电在服役中受到物理损坏(例如,从鸟罢工)或由于常规磨损而需要维修。闪电修复通常是从尖端和前缘建立机翼表面或通过电子梁焊接完全替换单个机翼部分的开始。无论哪种情况,都必须对添加的材料进行轮廓,以使机翼表面回到原始形状。使用自适应加工,可以自动执行诸如和弦恢复,前沿配置文件,翼型表面加工和混合到原始材料之类的操作。
In addition, blend accuracy can often be achieved without compromising component thickness or geometric form. This is particularly important in stress-critical turbine applications in which wall thicknesses must be maintained. Although manual blending may produce a component that’s cosmetically pleasing, the component’s geometric accuracy may not meet specifications.
开始扫描
触摸探针或激光扫描公关obes allow the adaptive machining process to account for plastic deformation and worn components prior to machining. Compared with touch probes, the speed with which a laser can capture data provides a dramatic reduction in scanning times. This is particularly helpful in situations when large surfaces need to be recreated rapidly and efficiently, such as the repair of gas turbine components. TTL’s LDS–100 system uses a laser digitizing head that installs in the machine’s spindle as well as a high-speed computer interface card. Data gathered from the device are captured directly into a high-speed, analog-to-digital converter in the attendant computer. Data points can either be captured individually or continuously streamed at speeds as fast as 100,000 points per second, which translates to digitizing speeds as fast as 6 meters per minute.
The laser is supported by custom software routines for data conversion, filtering and smoothing. Laser scanning can produce results to ±0.005 mm.
机器要求
For adaptive machining applications, the machine’s CNC must offer an open architecture to allow two-way communication between the control and attendant computer. This communication must consist of more than just program uploading and downloading. For instance, the adaptive system should be able to determine from the machine the status of cutting tools in the carousel and also to read and react to machine error messages.
Two-way communication is also necessary to allow adaptive polishing using polishing and grinding media. It is important to keep track of the actual wheel size, which changes with wheel wear and dressing. This is done via in-process laser measurement controlled by a low-level communications interface between the attendant computer and CNC.
由于现在可用的更快的计算能力可以快速处理大量数据,因此可以实时实时执行自适应加工所需的复杂计算。此外,最新的CNC提供了即使以高饲料速率处理复杂的五轴加工数据所需的高处理速度。
About the author: Paul Walton is the managing director for TTL, based in Haddenham, Bucks, UK.
相关内容
Cutting a Micron at a Time
When the task is to remove very small amounts of material, this process may be the answer.
Considerations for Machining Exotics
In manufacturing, the term “exotic” is used to describe materials that display excellent wear characteristics, durability and service life in high heat, extreme cold or corrosive environments.
Single Pass Honing System with Automatic Tool Wear Compensation
Single pass honing, also referred to as diamond bore sizing, is a good way to produce parts economically when the bore is small or has thin-walled members that need to be honed.