分享
高动态转动与Ceratizit的弗雷特工具系统相结合,使用转动铣刀中心的B轴/铣削主轴来执行转动过程。
照片积分:Ceratizit
Ceratizit美国作为卢森堡Ceratizit集团的一部分,该公司开发了一种名为高动态车削(HDT)的替代车削方法,该方法与公司的动态FreeTurn工装系统相结合,使用车铣中心的b轴铣削主轴来执行车削过程。与传统车削刀具以固定的接近工件的角度相比,这种解决方案使刀具接近的自由度达到360度,机床中的接触点可以在加工过程中变化。
Ceratizit在2019年奥地利罗伊特的开放日上首次在Emco Hyperturn 665 MCplus车削机上展示了这种车削技术。奥地利Ceratizit刀具研发主管Uwe Schleinkofer博士表示,HDT仅用一种刀具就可以实现所有传统的车削操作,如粗、精、轮廓车削和端面车削。
HDT如何工作
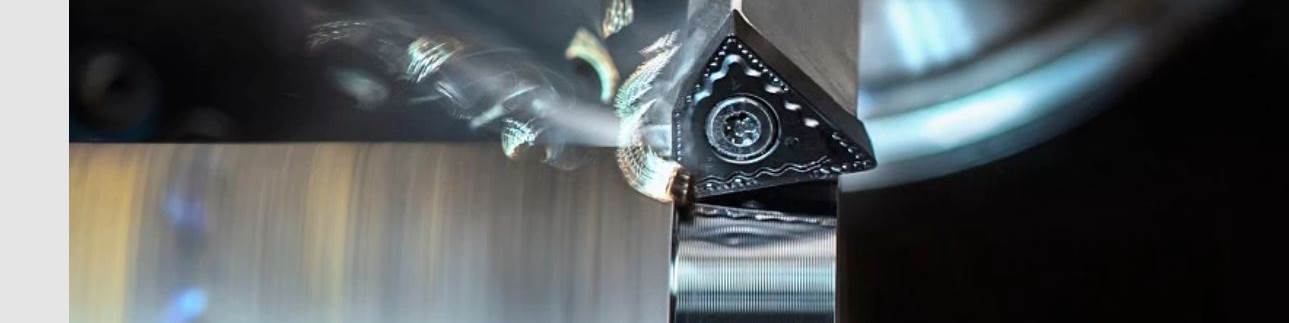
Instead of the classic, static position of the cutting tool insert in a lathe’s toolholder, HDT uses a turn-mill’s B-axis milling spindle to alter the tool’s angle of approach to the workpiece in conjunction with the slim design of Ceratizit’s FreeTurn tools to minimize the risk of collision. Due to the tool’s rotation around its own longitudinal axis, the insert cutting edge in action can be changed at any point during the machining process.
只需一个工具即可执行所有传统的转动操作。
另外,在切割过程中,方法在任何时间都自由变量。根据舒隆诺夫的说法,该概念使得能够通过改变一个设置的角度来加工底切,例如通过改变方法。Schleinkofer解释说,这不仅提供了各种工件轮廓的灵活加工,还提供了各种工件轮廓,还具有最佳芯片形成,更高的饲料速率和增加的工具寿命。


工具和刀柄
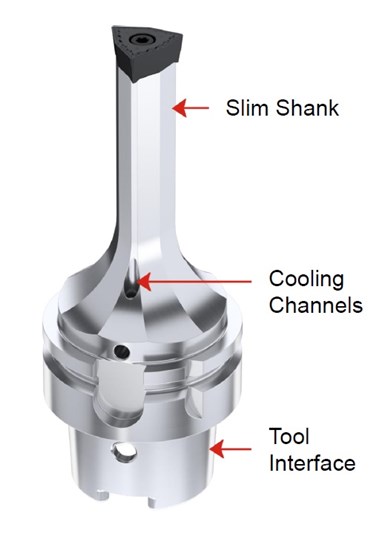
顾名思义,在高动态车削中,静态车削被动态车削代替,如FreeTurn。FreeTurn工具的定义特点是结构简单。刀柄细长,轴向概念(优化切削力进入主轴的方向),据说形成一个稳定的单元。超薄的设计使加工在狭窄的工件轮廓上的卡盘和冷却通道,确保冷却液直接供应到加工区域。
在刀柄的顶部是一个多向刀片,它可以由几个具有不同性能的几何形状的切削刃组成。这使得不同的接近角度,角半径或碎屑以及粗加工和精加工操作在一个工具。还可提供不同的涂层和切割材料。因此,该工具可以适应特定的加工要求,提供了替换几种不同工具的优势。这反过来,不仅导致了完成一个部分所需的工具数量的重大节省,而且还在必要的数量的自动刀具更换(ATC)库位置和刀具的变化。

在切割期间,避免了振动,因为主切割力沿主轴的方向朝向工具轴向引导。
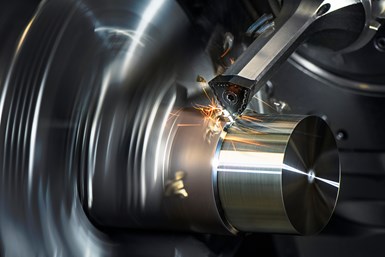
为了证明这一点,Ceratizit在公司的开放日活动中现场演示了HDT过程。Emco Hyperturn 665 MCplus上加工了两个不同的零件:一个由AlCuMgPb铝制成的自行车轮毂和一个42CrMo4钢离合器轴。
对于铝转子轮毂,一种工具用于粗加工(1,500 rpm,2mm轴向切割深度)和整理(2,000rpm,轴向深度小于1mm)。因为在加工过程中可以调节方法角度,所以所有轮廓都是在一个设置中加工的(甚至用标准的90度接近角度实现的底切),并且消除了空气切割,因为工具在两个方向上切割,顶部到底,反之亦然。根据舒隆诺夫的说法,与传统的转弯相比,可以省略四个工具,并且该部分从2:10降低到1:35分钟。
使用相同的工具加工钢离合器轴。使用200m / min的切削速度进行粗加工,轴向切割为3至5mm。完成以相同的切割速度进行,但在1至2mm的较低的切割深度下进行。这些参数通常可以导致高切割力,在传统的转弯中可能导致振动。然而,Ceratizit说,因为HDT中的最大主切割力朝向工具轴向引导(在主轴的方向上,所以在下面的主轴的方向上),振动最小化并且不超过刀柄力,确保稳定的过程。

这里,示出了钢离合器轴(42crmo4),其加工高动态转动。由于工具的方法可以在加工过程中调整,所以所有轮廓都可以在一个设置中完成,包括底切。
相关内容
瑞士机械加工趋势
这个佛罗里达的医疗制造商是在CNC瑞士机器上生产复杂的医疗部件的专家。他们的工作车间已经从18名员工发展到135名员工,通过高效生产小而难的零件来满足医疗行业的需求。继续前进,这家商店的联合创始人只会看到更好的前景。
端部加工提高轴的制造工艺
由于终止仅被认为只是汽车行业典型的轴工作的初步步骤,因此潜在的生产率提升正在通过。较新的技术使这些机器能够处理更多的应用程序。
了解CNC夹夹夹头
转动的工件夹持通常是相当基本的:选择可归结为卡盘或夹头。本文将讨论什么时候考虑夹头卡盘,以及哪种卡盘对于给定的应用程序是最好的。