

最小数量润滑的基础
MQL可以在正确的应用程序中提供显著的节省和改进的性能。在研究这项技术时,以下是一些重要的注意事项。
# metalworkingfluids

在车削、铣削、钻孔、铰孔、攻丝、定径和拉削等应用中,使用最小数量的润滑可以降低加工成本,提高刀具寿命。

罗布帕维尔博士


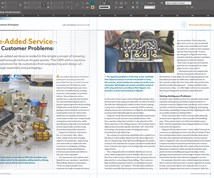
这种使用Ti-6Al-4V棒材的车削应用可以有效地利用外部MQL。

MQL有时仅被视为铣削应用中的福利,但是对于正确的参数,可以在许多转动操作中有效地应用。

MQL并非没有挑战。零件和设备需要额外的清洁考虑,气体和金属部件排放可能会造成潜在的危险。

分享
这篇文章是在最近与Radu Pavel博士的一次采访中收集的信息,以及他所做的关于最小量润滑(MQL)的基础知识,以及这项技术最适合在今天的机械车间。帕维尔博士是TechSolve Inc .)和Optis LLC.,专注于制造过程设计和优化,以及过程监控和控制。
每家商店都想省钱并从机床上获得更好的性能。TechSolve有助于这些商店识别适用的技术,以使其发生。MQL是一种这样的技术,当正确施用并且适当的规划时,可以从多个角度提供大量节省。


微量润滑有不同的名称,如微润滑、微剂量、雾冷却剂和近干加工。在大多数情况下,这些命名已被普遍接受的术语“最小量润滑”所取代。顾名思义,应用的润滑剂的数量被减少到最少的必要数量是有效的。采用MQL的体积流量通常小于50毫升/小时,与传统的湿式加工相比,这是一个很小的量,而传统的湿式加工每小时可以使用多达12000升的冷却剂。是的,这个量是有点极端,但也有一些应用,如研磨,可能需要相当多的流体。
MQL技术可以显著降低加工成本,以及其他重要的好处,如更长的刀具寿命,改善环境保护和减少机器操作人员的健康风险。虽然该技术不一定在高产量的螺杆机环境中使用很多,但在某些情况下可以有效地使用。MQL在某些车削和铣削作业中有很多应用,无论是通过工具工作还是从外部系统喷射。
保持凉爽
MQL不仅仅是简单地降低冷却剂线的流量。它是将金属加工流体和空气混合在一起的过程,产生一种气溶胶,这种气溶胶可以直接进入应用点(通过工具),也可以通过压缩气体流喷射到切割区域。其理念是润滑和冷却切口到必要的程度,而不使用任何超过需要的液体。气溶胶的压力也有助于清除碎片。
通常,MQL系统的主要类别是外部和通过工具。外部进料系统易于使用,并且可以使用低投资成本进行安装和操作。它们不需要特殊的工具或机床或主轴修改,并且它们对设置的变化具有快速响应。然而,当发生阴影效果时(例如深孔或深孔或更深切割),安装和调整选项有限,喷嘴有时会通过芯片阻挡喷嘴。
通过工具系统允许更好的润滑在切割点,而不关心阴影效应。它们能对环境的变化做出快速反应,并比外部系统更好地控制气溶胶的扩散。然而,它们有时需要特殊的工具,机器或主轴修改,总体来说,需要更高的投资。单通道和双通道系统是两种基本的贯穿工具的方法,可用于在切割点输送空气和润滑剂之前将其混合。
特别适用于外部系统,喷嘴的位置和切割点(例如角度和距离)提供优化的机会。该位置将在工具表面覆盖流体和润滑的情况下发挥作用。压力,流动和气溶胶混合物是将调节工具覆盖和润滑的其他因素。
虽然MQL在大多数情况下使用石油,但TechSolve正在开发一种可以使用水基流体的系统。该系统对于切割诸如钛和Inconel合金的诸如诸如诸如挑战的诸如诸如挑战的诸如挑战而有效的诸如挑战的效率有效。油的缺点之一是它具有绝缘性,倾向于保持热量。然而,它比水基流体更好地润滑,减少摩擦力,从而降低了这种方式的热量。然而,在一些难以切割的材料中,冷却的重要性可能超过润滑,因此水基流体可能是优选的。
如果一家商店已经与石油合作,就没有理由改变为用于MQL的水性流体。但是MQL的流体的设计与泛冷却剂应用中使用的流体不同。这些专用流体的性质旨在优化对工具的粘附和蒸发。这些特征对于该过程的有效性是显着的。虽然这些特殊的流体通常比标准金属加油更昂贵,但是消耗初始费用的初始费用较小。
特征
MQL的有效性可以从一个应用程序变化到另一个应用程序,并且可以争论适当的特征。显然,只能通过系统传递少量的流体,但特别是依赖于多种因素的数量。最常见的是,MQL系统分布在5到80毫升/小时之间,但据报道,值低至0.2ml /小时,高达500ml /小时(或甚至在极少数情况下)。液滴尺寸可以小至0.1微米,大至50微米。通常,较小的液滴是优选的,以允许良好的气溶胶混合和递送。
气溶胶压力也很重要,可以调整以优化加工性能。对于使用商店空气的典型MQL系统,在文献中报告了4到10条的压力;但是,范围随技术的函数而变化。对于更复杂的系统,压力和流动之间的平衡将根据喷嘴形状和尺寸和正在辅助的过程进行调整。
MQL比洪水冷却更多的过程敏感。找到“甜蜜点”可以导致效率和储蓄的显着提高。因此,切割参数的一些优化可以是有时的。在其他情况下,甜点相当大,叠加在洪水流体工作区上。在后一种情况下,MQL和洪水之间的切换可能是一个简单的过程。
为什么MQL?
MQL的概念并不是新的。使用雾气液应用的研究和试验返回二十多年来,有些理论甚至比这更久。但近年来,洪水系统的一些显着缺点增加了MQL的势头。
除了泛流液体系统(许多情况下高的成本),设备各种,污染和废物是这些系统的其他不利特征。
注水系统需要设备来对冷却剂进行再循环、过滤、测试和处理,以保持冷却剂的可行性。来自细菌、不定期油和铁屑的污染与废弃冷却剂的处理有关,这些冷却剂通常被归类为有毒废物。它的处置是受管制的,因此需要考虑相关成本。事实上,金属加工液的累积成本可能高达生产一个零件总成本的15%。
洪水冷却液的另一个问题是它可以创建的乱。总的来说,冷却剂最终覆盖仅仅是切削刀具和工件。机器,楼层和成品件也涂上涂层。美国职业安全和健康管理局(OSHA)和美国国家职业安全和健康研究所(NIOSH)在20世纪90年代后期报告说,金属加工液气溶胶浓度的允许暴露水平(PEL)为5毫克/米3.和0.5毫克/米3.,分别。然而,Bennett和Bennett在1985年的一项研究表明,美国汽车零部件制造设施的油雾水平估计在20到90毫克/立方米3.使用范围与常规润滑相一致,采用注水冷却剂。
减少有毒废物和创造可持续工作环境的努力为寻找减少金属加工液供应能源消耗的方法注入了活力。环境意识的提高使减少这些液体成为一个重要目标。
其他优点
开发了MQL技术,以解决洪水流体系统所带来的许多不便和担忧。MQL的最大和最明显的优势在于它使用较少的流体,涉及较低的成本。但是在适当应用的情况下,使用在右侧点和正确的数量供应的工程流体可以显着降低工具磨损。据报道,刀具寿命增加超过50%(在某些情况下甚至接近100%)。
它还可以增加加工表面的一致性和完整性——更好、更一致的光洁度和减少残余应力。通过正确的润滑和切屑断裂而不是缠绕在零件上,切削过程变得更精简,提高了表面光洁度。在某些切割作业中,MQL也可以帮助消除堆积边。减少刀具磨损也有助于更一致的抛光。
使用MQL,芯片最终烘干机和清洁剂。传感器开关持续得多,因为它们不会用液体溅起。降低了购买和处理传统切削液的成本,消耗了较少的能量。通常,整体成本低于传统的洪水冷却剂应用。虽然没有完全证实,但MQL还显示了允许更高的饲料速率和更高的RPM的迹象。
明智的实现
尽管所示的优势,但MQL不是所有加工过程的通用解决方案。它具有许多限制,并可以在考虑实施技术的任何人都需要考虑的一系列挑战。切割加工操作中的液体的目的是冷却剪切和工件,减少摩擦,然后洗掉芯片。
虽然MQL可以在减少摩擦方面做得很好,但与泛洪冷却相比,其冷却能力往往缺乏,而且芯片的排出也明显减少。
该过程可以有效,但它并不总是像转动一样简单。它需要一些调整和优化,以找到给定应用程序的正确配方,生成和提供适当的气溶胶。没有液体,空气和刀具压力的正确设置,不太可能令人满意的结果。
高气体压力也可以是关于MQL系统的设计的关注。使用加压空气或其他气体需要适当的设备以及刚性维护和安全程序。此外,加压气溶胶可以产生可能成为操作员不便的噪音。还需要考虑空气或气体的成本。
根据应用和加工空间的不同,气体和金属部件的排放仍然是一个潜在的危险。这个问题可以通过为机器安装过滤器和空气真空系统来解决。然而,这些额外的设备增加了成本和能源消耗。
在实施MQL技术之前的其他考虑因素包括增加的通过工具能力的工具成本,潜在的主轴和机器流体线路修改以及减少芯片清洁能力。
通过适当的规划,MQL可应用于各种操作和应用,包括转动,铣削,钻孔和相关操作(如铰孔和攻丝),锯切,布线和拉削。然而,它仍然不太适合深孔钻孔,磨削等能量密集型工艺,许多难以机金属,以及珩磨和小洞钻等特殊操作。在其实施中有选择性是重要的,使用它在益处清晰的地方。
相关内容
冷却剂芯片控制
在转动应用中引导芯片下的高压冷却剂可以提高切割率,刀具寿命和表面光洁度。
芯片和冷却液管理技术
对于休闲观察者来说,在金属加工制造过程中删除创造的芯片可能看起来像排空废物篮一样复杂。
金属加工流体管理和最佳实践
切割金属是一个复杂的过程,涉及许多临时因素是成功的。正确应用的金属加工液,包括油或冷却剂,是这些关键因素之一。







