


分享
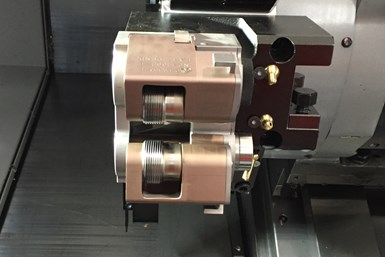
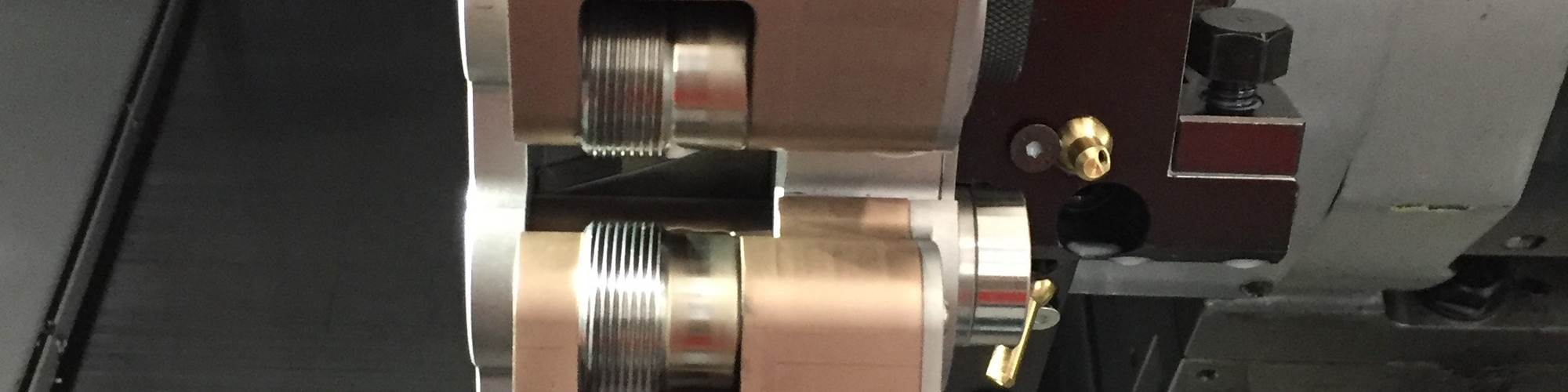
一个螺纹滚动附件放置在多轴机器,瑞士式机器或数控车床是螺纹滚动过程的第一步。在此过程中,螺纹辊的齿形凸出到圆柱形毛坯工件的外径,以改造表面。照片学分:CJWinter
螺纹滚动是一种冷成形工艺,使用精密的滚动模具创建螺纹,这是镜像的螺纹正在生产。这一过程不同于减法制造过程,如金属切割,磨削或螺纹追逐,因为它不去除任何金属来创建所需的轮廓。相反,这些硬化钢螺纹辊移动和模塑塑性金属迅速和精确成螺纹形式。
无论是否已经熟悉螺纹滚压工艺或考虑在您的车间提供这种工艺,熟悉螺纹滚压的以下方面包括先进的模具技术事实是至关重要的。



1.它是如何工作的
螺纹滚压是在多轴,瑞士型或数控车床上使用螺纹滚压附件完成的。在此过程中,螺纹辊的齿形凸出到圆柱形毛坯工件的外径,以改造表面。来自螺纹辊的巨大压力使毛坯流向螺纹辊之间的型腔。这产生的螺纹几何形状,反映的轧辊。
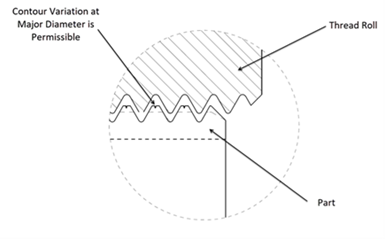
图1所示。当材料遇到模具根部时,外边缘向内卷曲,形成顶部。如图所示,嵴中心有轻微的凹陷,这是正常的特征。
螺纹顶部是切削螺纹和滚压螺纹的一个区别。在滚螺纹操作中,材料被推入螺纹模的根部。当材料遇到模具根部时,外边缘向内卷曲,形成顶部。如图1所示,嵴中心有轻微的凹陷,这是正常的特征。这种凹面是配合螺纹间隙接口的一部分,并不影响螺纹接头的配合或功能。在螺纹顶部出现这种特征是一种直观地确认螺纹是螺纹滚动而不是切削的产品的方法——切削螺纹缺乏这种特征。
2.质量的特点
螺纹辊附件厂家等CJWinter利用材料,热处理,涂层和机加工的进步来生产最新的螺纹辊。
提高质量的D2钢和优质的DC53钢的可用性使工业界能够生产更一致的几何形状和更均匀的螺纹辊模具热处理。质量更好的高速钢M2, M4和M42也可提供。
采用新型多棒真空炉和自动化常规和低温回火炉进行热处理,使轧辊的组织更好、更一致、硬度更均匀。所有这些都是通过改善加工时间来实现的,从而使热加工设备的使用和吞吐量更好。
新的涂料也经常被引入,提供了几种选择。根据成型工艺、滚压材料和热加工工艺选择涂层,进一步提高性能。
最后,使用先进的机床可以实现最佳的螺纹辊几何形状的创建。加工设备比以往任何时候都更加精确、重复和快速。
3.表面光洁度和几何形状
轧制表面光洁度通常是32微米英寸拉或更少,相比之下,切割螺纹很少少于63微米英寸拉。一个很好的经验法则是,用螺纹滚动,产生的表面光洁度通常是材料开始光洁度的两倍。例如,如果毛坯光洁度为40微英寸Ra,那么滚丝后的结果光洁度将接近20微英寸Ra。在螺纹滚压过程中产生的螺纹形状更精确,通常超过螺纹形状的要求,因为使用的螺纹滚压模具固有的精度和精加工。
4.降低成本
没有废料,更低的劳动力和更低的工具成本每线程生产是一个公式提供降低成本。
螺纹车刀比全尺寸车刀直径小,不浪费任何材料。这意味着常规处理不会产生废料。每分钟螺纹滚动面进给量比单点螺纹切割快10倍。另外,螺纹切割平均需要10次,而轧制只需要一次。这等于每根螺纹的成本显著降低,因为每个辊组生产的零件数量更高。
即使将滚丝与追丝相比较,它在产生真正的螺纹轮廓时也更有效率。标准的螺纹追逐单位将需要采用螺纹离合器,以生产高质量的螺纹,可与螺纹滚动。当使用螺纹离合器,追丝效率降低,通常不是一个可行的选择相比,螺纹滚动。
5.抗拉强度增加
冷加工增加的抗拉强度至少比切削螺纹多30%,这增加了螺纹的强度。此外,轧制螺纹可以提高50%到75%的疲劳强度。螺纹显示没有疲劳强度损失,即使加热到500°F几个小时。更强的螺纹不需要昂贵的外部热处理是选择滚螺纹而不是切螺纹过程的直接结果。
轧制螺纹在处理过程中通常比切割螺纹更平滑和抗损坏。螺纹轧制通过加工硬化改变了材料的力学性能,从而增加了耐磨性和抗疲劳性,以及增强了剪切、拉伸和屈服强度。切削螺纹具有保持平行于零件轴的颗粒流模式,削弱了纵向轴上的螺纹强度。螺纹通常会在晶界失效,晶界比晶粒本身更弱。在轧制螺纹中,晶粒是横向流动的,当这些力在晶粒上施加时,晶粒就能抵抗失效。
滚丝还能提高抗疲劳能力。轧制过程增加了冷加工,并“抛光”根部和侧翼。这也提高了表面光洁度,并产生更一致的螺纹形式。由螺纹切削引起的表面缺陷可以成为起爆点
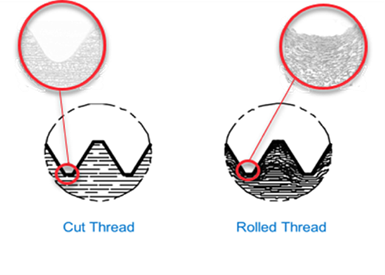
图2:切断的线说明了材料的自然结构完整性是如何被切断,这削弱了线。滚压螺纹是在螺纹根部挤压晶粒的结果。这种新的等高线晶粒排列显著提高了强度,但也改善了光洁度、形状几何和抗疲劳性能。
疲劳失效。由于滚压螺纹的表层(特别是螺纹根部的)处于压应力之下,在拉应力导致失效之前,拧紧和其他力必须克服这些压应力。这就是滚动螺纹如何提高螺纹抵抗这些疲劳应力的能力。(见图2)。
制造商在连接和组装高性能部件时有许多替代方案。轧制螺纹的质量、精度、光洁度、机械性能和生产经济性的提高使这一工艺成为积极螺纹效果的良好选择。
关于作者
Liberato Pietrantoni
Lib Pietrantoni在Brinkman International Group Inc.工作了33年。目前,Lib是全球销售总监,曾在CJWinter及其制造部门担任工程、运营、销售和产品管理等多个职位。Lib是汽车工程师协会(Society of Automotive Engineers)、美国机械工程师协会(American Society of Mechanical Engineers)和精密加工产品协会(Precision machinery Products Association)的理事。








